问题概要
一种常用的SMD插座(线到板,板端),回流焊后不良率 1%。不良品重新插拔连接线后再测试正常。
失效模式
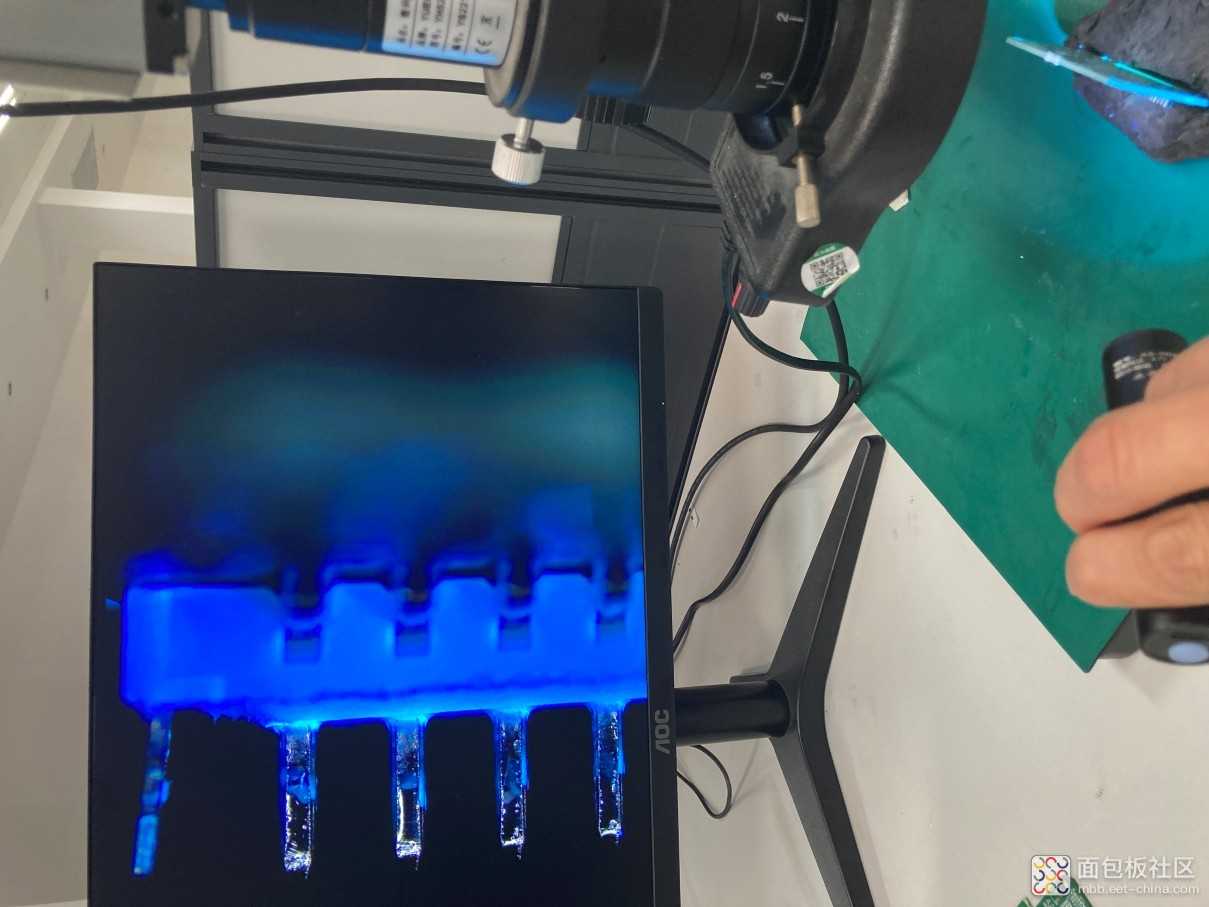
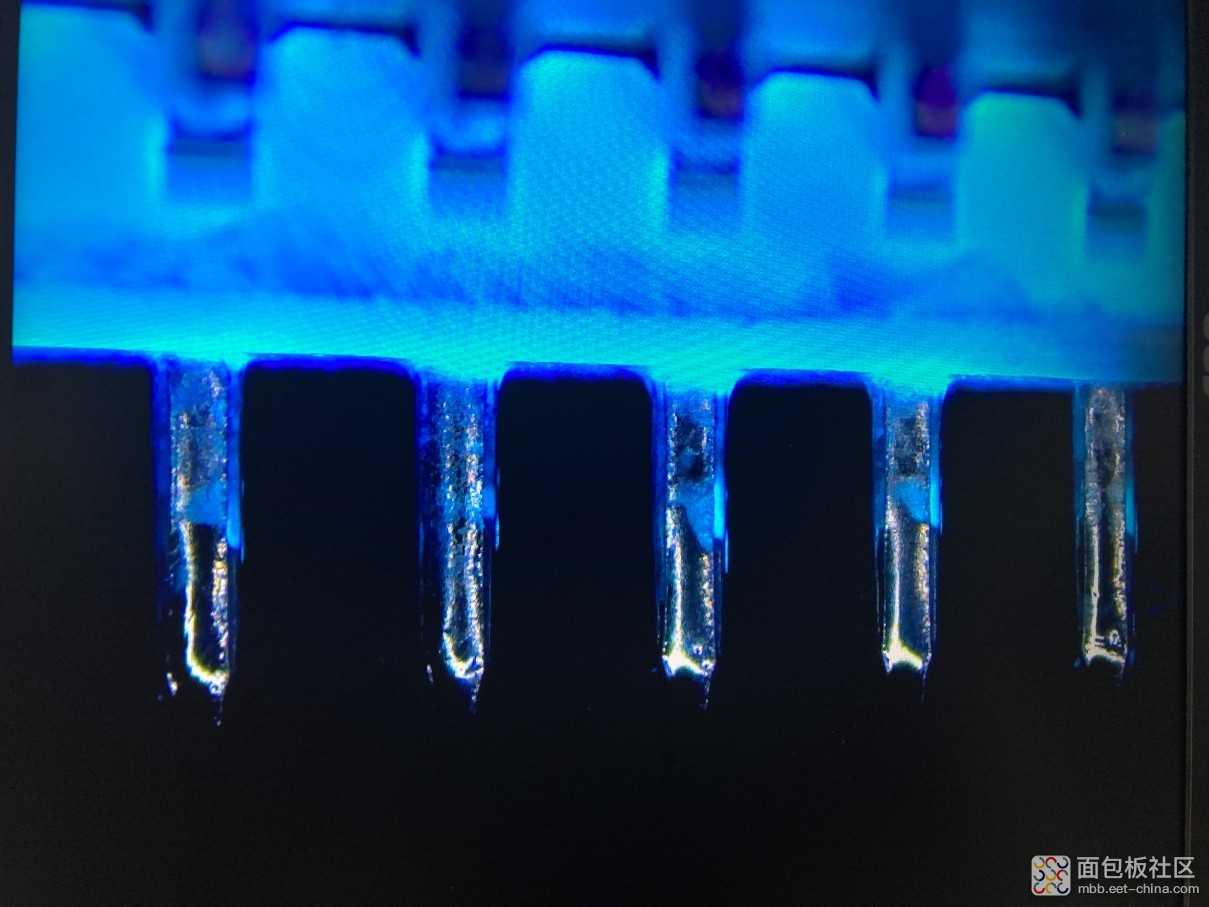
用紫色光(365nm)照射可见:
1. 部分金属针表面有无色透明固体,沿安装面向上发展,高度不等。抽样126针,有20针达到 50% 的高度;
2. 金属针和塑壳接触区域有无色透明物质扩散;
3. 金属针表面的锡镀层熔融,有流痕。
排查过程
将不良连接器交SMD插座制造商分析。经测试,无色透明物质是凝固的助焊剂。
法——SMT工艺
当前工艺特征:无铅;锡膏正常;峰值温度245摄氏度;氮气保护;真空。
关闭氮气保护,助焊剂固体高度下降,明显;
关闭真空区,助焊剂固体高度下降,比较不明显;
料——SMD插座
当前特征:PA10T塑壳,黑色,金属针表面镀锡,金属针和塑壳是插配组装方式非整体注塑。
镀层改为金,厚度3um,助焊剂固体高度下降,明显;
塑壳改为自然本色,助焊剂固体高度无明显变化;
失效机理
芯吸现象。据连接器制造商品质人员介绍,插配组装的连接器,塑壳和金属针之间存在一定的间隙。当间隙尺寸处于某个范围时,在一定的焊接工艺条件下会看到明显的助焊剂上爬现象。避开这个间隙或者调整焊接工艺,可以改善。
没有普遍适用的做法。可以考虑:使用活性较低的锡膏(酸性助焊剂含量低);调整炉温曲线,加快助焊剂挥发;选择较小或较大间隙的其它型号连接器。
失效根因
锡膏回流时,助焊剂等液态表面活性物质会浸润金属表面向上爬升,缝隙、气压差等条件有助于液体爬升。




 /1
/1 








文章评论(0条评论)
登录后参与讨论