
液压注塑机油泵电动机节能控制的研究<?xml:namespace prefix = o ns = "urn:schemas-microsoft-com:office:office" />
摘要 在对液压注塑机油泵电动机的工作过程及能耗情况进行分析和对电动机节能方案进行比较的基础上,提出了对电动机转矩进行调节实现效率控制的液压注塑机节能方案。本文介绍通过单片机控制半导体功率开关实现上述方案并开发的节能系统及其实际应用测试结果。
关键词:液压注塑机;转矩控制;节能
1 液压注塑机的工作过程及能耗分析
液压注塑机在注塑加工中得到了非常广泛的应用,它采用液压油泵从油箱吸油、加压并输出,用比例阀来控制油的压力、流量和方向,以满足工作机构在注塑过程的不同阶段所需要的压力、流量和方向。在液压注塑机中,用电最多的是油泵电动机。因此研究液压注塑机的节能应该从油泵的节能开始。
负载变化时,注塑机工作特性变化曲线如图1中的Mj(j=1,2)所示,设定油泵电动机
<?xml:namespace prefix = v ns = "urn:schemas-microsoft-com:vml" />
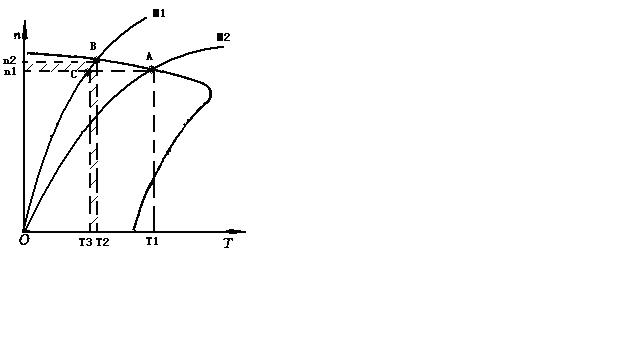
图1 注塑机工作过程变化及能耗分析图
工作于图1中的A点,而当注塑机工作保压、冷却等过程时,电动机将工作于如图1中的B点,转速略有上升,对应的转矩和转速分别为T2和n2,其功率为对应于图中矩形Bn20T2。此时注塑机并没有升速要求,其速度应为n1,转矩应为T3,,所需功率应对应为图中Cn10T3。可见图中虚线部分是浪费的功率。如能让电动机工作在C(n1,T3),将节约浪费的能量而实现了高效运行。
2 液压注塑机电动机节能途径分析
注塑机注塑过程是一个循环的过程。一个完整的注塑过程是由合模、注射座前进、注射、保压、冷却、塑化、开模、顶出制品等程序组成的。在这个连续的过程中,各个阶段的所需要的压力和时间都是不同的,其中:合模过程需要略高压力,持续时间不长;注射过程需要高压力,持续时间非常短;保压过程则需较高压力,持续时间也不长;冷却、塑化过程只需低压力,而持续时间长,约占一个注塑周期的40%-60%;开模及顶出制品过程所需压力略高,持续时间则不长[1]。
注塑机除了在注射过程时需要高压力,其它阶段的负荷较轻,尤其是冷却过程,油泵基本处于卸载状态,且维持时间较长。通过对油泵电动机的输出功率控制可以实现注塑机的压力控制。
2.1变频调速用于液压注塑机节能
由于液压注塑机油泵在每个工艺过程中需要的液压流量不同,有Q=nq(其Q为油泵流量,n为电动机转速,q为油泵的排量),因此可采用变频器控制油泵电动机转速的变化,使每一个工艺阶段油泵提供的流量满足工艺要求[2]。
但是,由于电机转速变化要受到系统机械时间常数的影响[4],而系统机械时间常数Tm较大,仅采用V/F控制策略无法获得较快的压力动态响应速度。设定注塑机工作于负载较轻的合模过程,电动机运转在一个较低的转速,当注塑机进行注射时,突加负载需要压力立即达到注射要求的压力,而转速的上升过程需要一定的加速时间。在这种情况下可能造成注射压力不够而无法满足精密注塑对压力动态响应速度的要求。这也是不少企业用变频器改造注塑机进行节能失败的主要原因。
如采用矢量控制、直接转矩控制等先进控制策略,对注塑机进行转矩控制而不是速度控制,当能很好满足注塑机工艺要求并实现节能,但一方面没有用到变频器变频的主要功能,同时高的设备成本与节约资源的主要目标相悖。因此可以认为变频器不适合精密注塑机节能。
2.2基于转矩控制策略的注塑机节能
通过适当的控制策略,对电动机转矩进行控制使之跟随负载转矩变化便可达到节能的目的。由电动机转矩T与电压U的平方成正比[4],控制电动机的输入电压就可以实现转矩控制,其控制结构图如图2所示。本方案中只根据负载情况来控制转矩变化,转速基本保持不变,压力动态响应速度较快而能满足各种注塑机的节能要求。

图 2 基于转矩控制策略的动态结构图
3 新型智能节能系统的设计
3.1设计思路
节能的核心是提高系统的效率,因此节能系统应该是一个效率控制系统,然而效率的测量是一个很复杂的过程,复杂的测量同样增加系统的成本而与节约资源的初衷相悖。电动机cosφ在0.85左右时,电动机工作在高效区,如图3所示[4]。因此可以通过控制功率因数来实现电动机的效率控制。
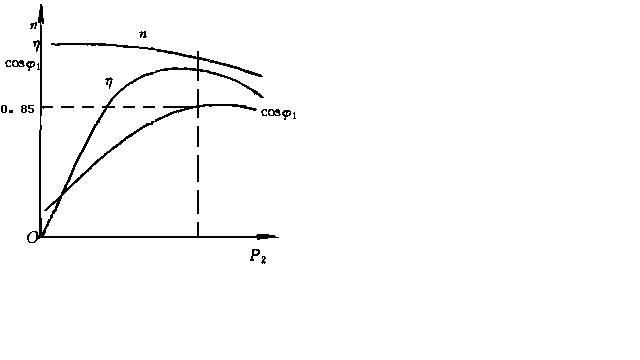
图3 电动机效率及功率因数曲线图
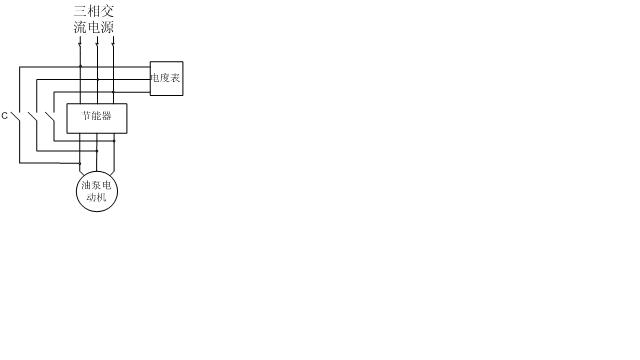
图4 现场应用接线图
3.2系统实现
功率控制采用反并联晶闸管和相控策略来实现电动机的功率控制,控制功能由单片机系统实现。单片机采用MOTOROLA MC68HC908GP32[5]。软件设计完全采用单片机汇编语言编程。节能系统集成在一个控制箱内,接入电源并与油泵电动机连接即可投入运行,安装简单。除了所述的节能功能外,系统还具有较完善的保护措施。
表1 注塑机主要技术指标
机型 | Chen Hsong JM12-MKII |
注射量 | <?xml:namespace prefix = st1 ns = "urn:schemas-microsoft-com:office:smarttags" />252g |
锁模力 | 128ton |
机器重量 | 4.2ton |
螺杆长径比 | 18 |
油泵电动机额定功率 | 18.5KW |
电热量 | 12.5KW |
3.3实验及结果分析
将开发的智能节能系统实际应用于某模具厂注塑机,测试接线图如图4所示,注塑机的主要技术指标详见表1。测试过程为:首先利用原控制设备使接触器C闭合,在没有接入节能设备的情况下进行生产,生产一定的时间 ,读出电度表的度数并记录。然后断开C,节能系统投入运行,在同样的时间内生产同样的产品,读出电度表的度数并记录,实验结果如表2。
表2 实验结果
制品名称 | 机械齿轮 | 汽车配件 | 电饭煲盖 | ||||
状态参数 | 节能 | 全压 | 节能 | 全压 | 节能 | 全压 | |
测试时间(h) | 4 | 4 | 2 | 2 | 2 | 2 | |
用电量 (kwh) | 25.9 | 28.7 | 15.0 | 16.6 | 16.2 | 18.4 | |
总产量 (件) | 364 | 367 | 359 | 360 | 211 | 213 | |
节电率(%) | 9.75 | 9.64 | 11.96 | ||||
测试结果表明,开发的智能节能系统对注塑加工产品的产量和质量都没有影响并取得了一定的节能效果。生产不同的产品,节约电能的比例也不同,这是因为产品所用的原料和加工工艺(各工艺所需的压力和时间)不同,实际需要的电能和浪费的电能也不尽相同,节能只能是节约浪费的电能。
4 结论
注塑机因其注塑工艺中包含有轻载的过程 ,因此存在能量浪费 。在控制速度和控制转矩的策略中,基于速度控制的变频器因其压力响应速度不够而不能满足精密注塑对压力快速性的要求,基于转矩控制的调压策略能够满足注塑加工的全部要求并实现节能,节能效果随加工产品的不同会有所变化。
参考文献
[1] 彭洪涛.基于效率软测量的注塑机电机节能控制研究[D].华南理工大学硕士论文,2004:14.
[2] 黄方平,徐兵,杨华勇等.变频液压技术在注塑机中的应用[J].液压气动与密封,2004,3.
[3] 罗飞.运动控制系统[M].北京:化学工业出版社,2001.
[4] 麦崇裔,林良养,翁开潮等.电机学与拖动基础[M].广州:华南理工大学出版社,1998.
[5] 张友德,涂时亮,陈章龙.M68HC08系列单片机原理与应用[M].上海:复旦大学出版社,2001.



 /5
/5 






用户211545 2008-12-27 22:19