[初次发表 24-06-22 最后编辑:25-01-27]
最近参加PCBA组装工艺失效模式和影响分析(PFMEA),密集学习了一些PCBA洁净度方面的知识,准备用几篇笔记来整理。
助焊剂(Flux)
Flux 是一种在焊接时使用的辅料,是酸、涂层材料和溶剂的混合物。起到 3 方面的作用:
1. 酸——去除金属氧化物(MO, Metal Oxide)。Flux 中的酸可以消除MO,生成水和金属盐。另见
制造工艺第005篇和
第007篇。
2. 涂层材料——阻止生成新的MO。Flux中的涂层材料可以在焊接过程中形成保护膜,阻止生成新的 MO。另见
制造工艺第008篇。
3. 溶剂——涂层材料中有时会添加溶剂(表面活性剂),减小表面张力,让酸和涂层材料得以覆盖焊接区域。另见
制造工艺第009篇。
根据成分,助焊剂可以分 4 类:
1. 松香类(Rosin Flux)
1.1 松香-酒精溶液(R Type 或 R)
用于焊接时,通常会把松香溶解在异丙醇或者无水酒精里使用,完全不添加其它酸性物质。这种Flux因为酸性过低,只能用于处理氧化锡,所以适合新做的PCB,而不适合返修。
1.2. 中等活性松香(RMA, Rosin Mildly Activated)
在 R Type 里面加弱酸,就成了 RMA。它的残留物外观透明,质地软,不导电。
1.3. 高活性松香(RA, Rosin Activated)
在 R Type 里面加强酸,就成了 RA。它适用于氧化较严重的焊接面。
2. 合成树脂(RE, Sythetic Resin)
涂层材料从松香换成合成树脂,几乎都是保密配方。因松香含量较低,它的残留物较少。
3. 有机酸类(Organic Acid)
有机酸类 Flux 被广泛使用,其成分是弱有机酸(柠檬酸,乳酸,硬脂酸等)、树脂和溶剂,有的会加卤化物(含氯、溴)、铵盐来增强对MO的反应能力。它的酸性范围广,按高/中/低活性分为三类。
有机酸类 Flux 适用于不锈钢这类不易焊的金属。
4. 无机酸类(Inorganic Acid)
这类 Flux 的成分含有强酸(盐酸,氯化锌或氯化铵),通常不用在 PCBA组装行业。
助焊剂的国际标准是 IPC J-STD-004 。这个标准替代了以前的军用标准 QQ-S-571 和 MIL-F-14256。新的标准取消了 NC 和 WS 这两个类型。我认为这是和 J-STD-001H 第8章关于清洁的修订相呼应的,把PCBA“脏不脏”的决定权还给组装行业,而不是 Flux 的厂家去判断。
锡焊用助焊剂的中国国家标准是 GB/T 9491-2021。
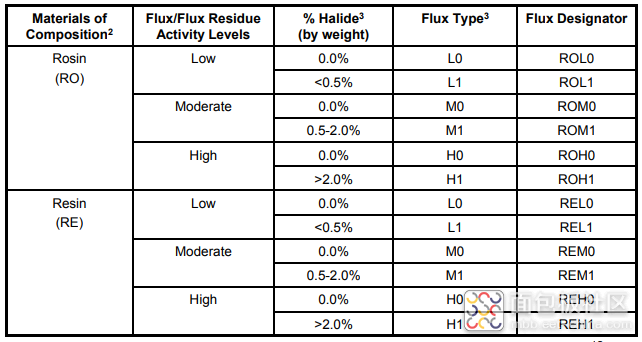
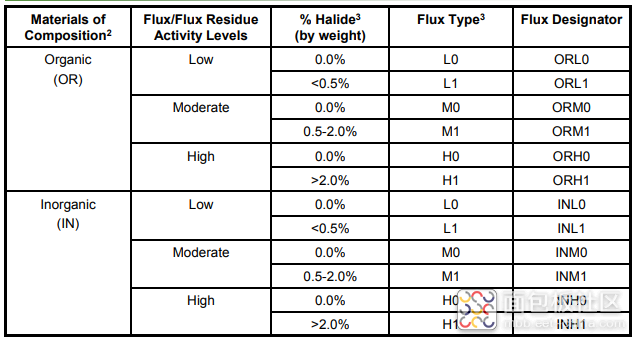
助焊剂的类型描述分为3段——类型+残留物活性+卤素。
类型 4 种:RO=松香,RE=合成树脂,OR=有机酸,IN=无机酸
残留物活性 3 种:H=强,M=中,L=弱
卤素有无:0=无,1=有
例1:ROL0,松香类,残留物活性低,无卤。
例2:ORM0,有机酸类,残留物活性中等,含卤。
J-STD-004的类型定义如下:
历史回顾
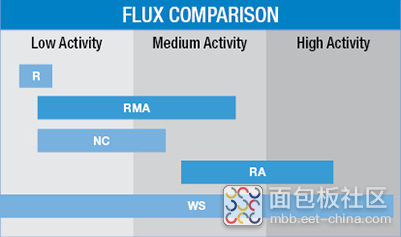
在旧的军用标准QQ-S-571E中,Flux 有5个类型:R、RMA、RA、NC(免洗No Clean)和 WS(水溶性,Water Soluble)。
图来自 Nordson
NC 型 Flux 的成分中松香含量较低,添加微量的酸,用于干净而且容易焊的表面。其残留物透明、质地硬,无腐蚀性或者弱腐蚀性,不导电。按照 J-STD-004,R Type 是 ROL0,那么 NC 型 Flux 可以是 ROL0或者ROL1。一般不需要清洗(因此被叫做NC)。需要清洗时,可以用有机溶剂处理。
WS 型 Flux 就是新标准中的 OR。
Ref
Solder Selection Guide.Nordson
J-STD-004B
作者: 电子知识打边炉, 来源:面包板社区
链接: https://mbb.eet-china.com/blog/uid-me-4061550.html
版权声明:本文为博主原创,未经本人允许,禁止转载!





 /1
/1 








文章评论(0条评论)
登录后参与讨论