
在CNC机床的G代码中,最常见的有G0、G1、G2、G3代码,分别表示直线和圆弧插补,直线插补对于单片机来说,比较容易实现,只需要将位移增量转换为脉冲增量然后输出给步进电机就可以了,但对于圆弧插补,则需要单片机根据G指令中给出的起始点、半径、结束点这三个参数来控制X Y轴进行圆周运动;因此需要通过特定的圆弧插补算法来控制步进电机运动,圆弧插补算法比较多,常用的有逐点比较法、最小偏差法和数字积分法等等,本文使用的是逐点比较法。
先不介绍逐点比较插补算法的原理,给出一幅图,下面再结合文字进行介绍。
一、判断圆弧所在象限
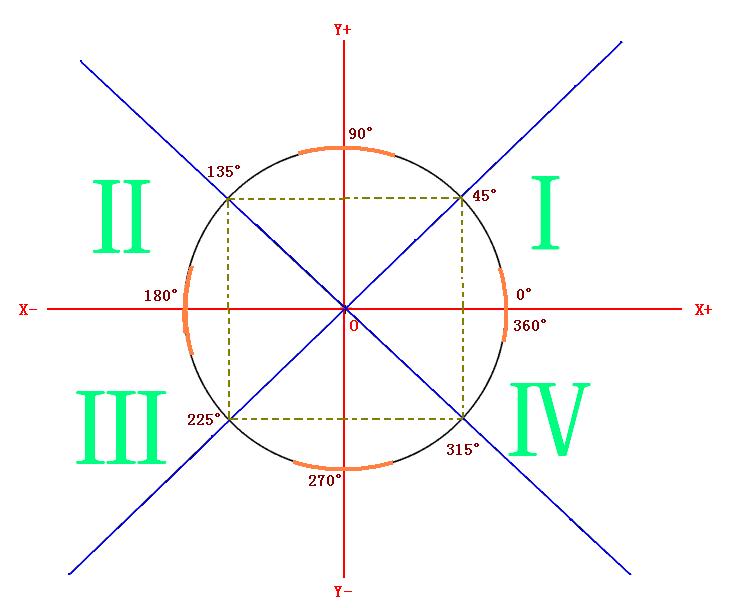
在G代码的圆弧插补指令中,给出的圆弧可以是任意象限的,而不同象限的圆弧绘制算法又不一样,因此首先需要判断圆弧所在象限。当然给出的圆弧可以是在一个象限内,也可能是跨两个相邻的象限比如图中四段橙色的弧线。象限的判断比较简单,只要通过判断起始点坐标和结束点坐标的值便可。
二、找出圆弧运动过程中变化快的一轴
由上图可见,当圆弧位于0~45度、135度~180度、180~225度和315~360度区域时Y的变化大于X且X坐标值的绝对值大于Y坐标的绝对值;而当圆弧位于45~90度、90~135度、225~270度和270~315度区域时X的变化大于Y且X坐标值的绝对值小于Y坐标的绝对值,因此可通过XY坐标值的比较来找出运动过程中变化快的一轴。
三、偏差计算与判别
如果我们给变化快的那一轴(假设是X)进给一个脉冲,则加工点到圆心的距离会发生变化,而Y轴是否进给,则通过偏差计算来判断。
众所周知:圆心在坐标原点的圆方程为
x*x+y*y=r*r;
设偏差F=x*x+y*y-r*r;
假设Y轴不进给,则F1=(x+1)*(x+1)+y*y-r*r;
假设Y轴进给,则F2=(x+1)*(x+1)+(y+1)*(y+1)-r*r;
比较F1和F2的绝对值,如果不进给时的偏差小,则Y轴进给,否则Y轴不进给。
若没到终点,则一直循环。
注意:电机动动的方向需要通过判断象限来决定的。
四、终点判别
如果到达终点则表示弧线绘制完毕,退出插补循环体。
五、跨象限的圆弧段处理
跨象限的圆弧段处理也按照上述方法,选择一变化快的轴进给,另一轴通过偏差来判别是否进给。电机运动的方向同样通过象限来判断。
本人之前尝试过给变化快的轴进给N个脉冲量,再通过解圆的方程来计算出Y的脉冲进给量,由于解圆的方程需要进行开根号运算,因此影响了插补的速度,同时一次进给N个脉冲量会使电机运动不连续,更重要的是加工的精度会有很大的影响。采用以上方法,不但减少了大量的运算时间,提高了插补的速度,精度也得到了很大的提高。
该方法简单,便于理解,也适合在单片机平台上运行。
以下是某一象限的顺时针圆弧插补代码,其它象限类似:
#define e(x,y) (x)*(x)+(y)*(y)-r_r //偏差计算 r_r为半径的平方
#define DT 1
//如果在第一象限
case 1:
while(y>x) // 45°-90°,此段X值变化比Y快
{
k=orig_x+x; //orig_x原点坐标
MoveToPosition(k,orig_y+y); //移动电机至目标位置
x+=DT; // 优先改变X
f=e(x,y); // Y不变时 所得点距圆周偏差,
g=e(x,y-DT); // Y变时 所得点距圆周偏差,
if(abs_16(f)>=abs_16(g)) y-=DT; // 如果变时偏差小,则取改变Y
if(k>=end_x)goto Exit; //如果到达终点,则跳出循环体
}
while(x>=y) // 0-45°,此段Y值变化比X快
{
k=orig_y+y;
MoveToPosition( orig_x+x, k); //移动电机至目标位置
y-=DT; // 优先改变Y
f=e(x,y); // X不变 所得点距圆周偏差,
g=e(x+DT,y); // X改变,所得点距圆周偏差,
if(abs_16(f)>=abs_16(g))x+=DT; // 如果变时偏差小,则取改变X
if(k<=end_y)goto Exit; //如果到达终点,则跳出循环体
}
break;


 /5
/5 


用户377235 2012-4-28 11:45
非常感谢,这篇文章太有用了!
用户1278632 2010-2-21 16:38
用户214444 2010-1-26 08:12