
随着市场经济的繁荣,注塑模具的应用越来越广泛,逐渐在现代制造业中占有举足轻重的地位。为了提高注塑模具的性能,国内外学者进行了深入的研究。史密斯等用B2样条曲面对型腔的中间表面进行特征化,使用参数化坐标对浇口位置进行特征化,并使用顺序线性编程方法对浇口位置进行优化。林泉等利用遗传算法结合模型流分析技术作为优化搜索工具,设计冷却水通道形成参数。实验发现,它可以有效解决水道布置困难的问题。王善凯等优化浇口和主通道的位置和长度,以优化模具的结构,从而减少零件的翘曲变形;郑占明等使用遗传算法和数值模拟技术优化注射速度,并确定螺杆速度或注射速度的最佳值。但是,关于提高注射模浇口盖使用寿命的研究很少。浇口套安装在注塑模具的固定模板上,该模板是连接喷嘴和注塑模具的桥梁。这是熔融塑料进入模腔的第一个地方。在浇道套的成型过程中,主通道反复与特定温度和压力的塑料熔体接触,这导致浇道套在短时间内反复膨胀和收缩,从而导致浇道套的使用寿命达到一定程度就会严重缩短。
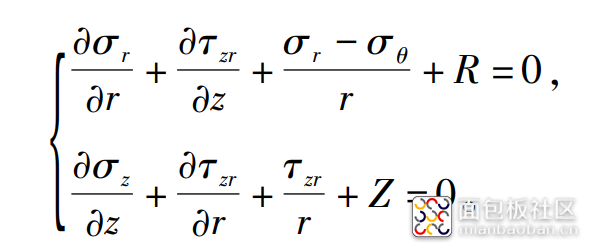
此模型为轴对称,弹性体在三维柱坐标系下的平 衡微分方程为:
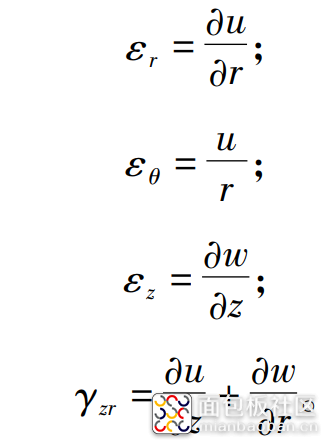
几何方程:
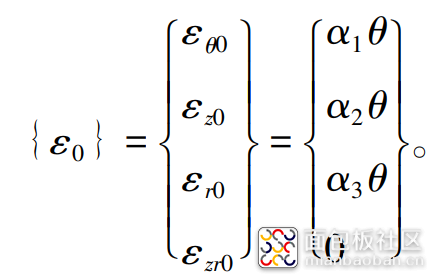
热应变:
应力应变关系为:

通过分析得到:

在浇口套同时受到热应力及压力载荷时,浇口套的变形远大于只有压力载荷时的变形,证明注塑模工作时高温熔融塑料对浇口套的形变有很大影响,高温能影响浇口套的使用寿命。
作者: curton, 来源:面包板社区
链接: https://mbb.eet-china.com/blog/uid-me-3876349.html
版权声明:本文为博主原创,未经本人允许,禁止转载!



 /5
/5 






minicaihong 2019-12-24 08:57