原创
什么是CPK?看这篇就够了
2025-1-12 15:43
1391
3
3
分类:
工程师职场
01. 什么是过程能力分析?
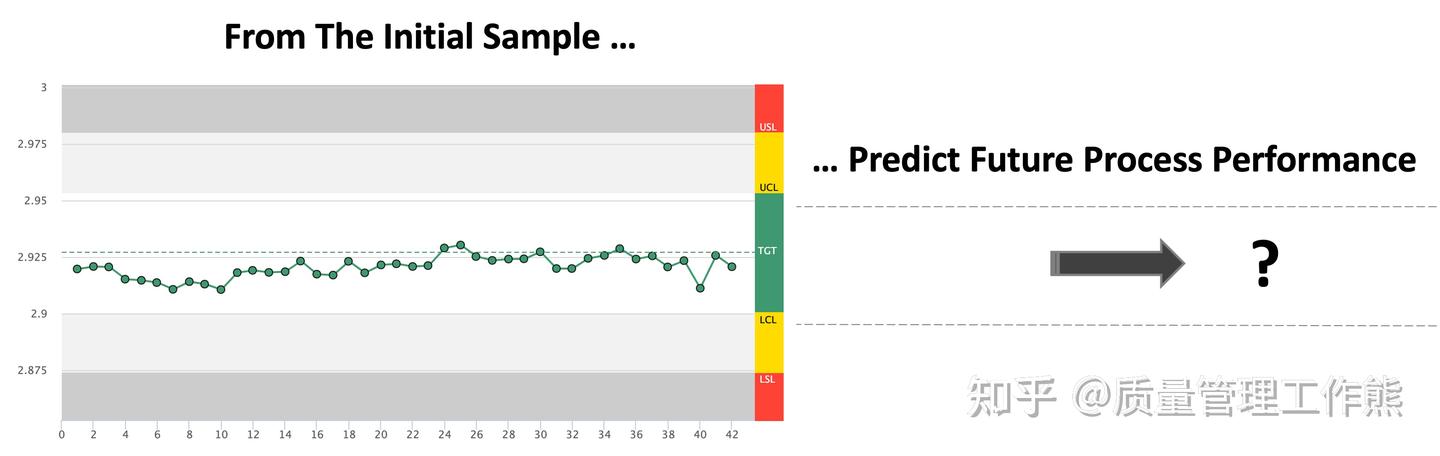
过程能力研究利用生产过程中初始一批产品的数据,预测制造过程是否能够稳定地生产符合规格的产品。
可以把它想象成一种预测。通过历史数据的分析,推断未来是否可以依赖该工艺持续生产高质量产品。
客户可能会要求将过程能力研究作为生产件批准程序 (PPAP) 的一部分。这是为了确保制造过程能够持续稳定地生产合格的产品。
02. 基本概念
在定义制造过程时,目标是确保生产的零件符合上下规格限 (USL 和 LSL)。过程能力衡量制造过程能多大程度上稳定地生产符合规格的产品。
核心概念很简单:
(1) 确保制造过程的中心点与设计工程师期望的标称值一致;
(2) 确保过程的分布宽度小于规格宽度。
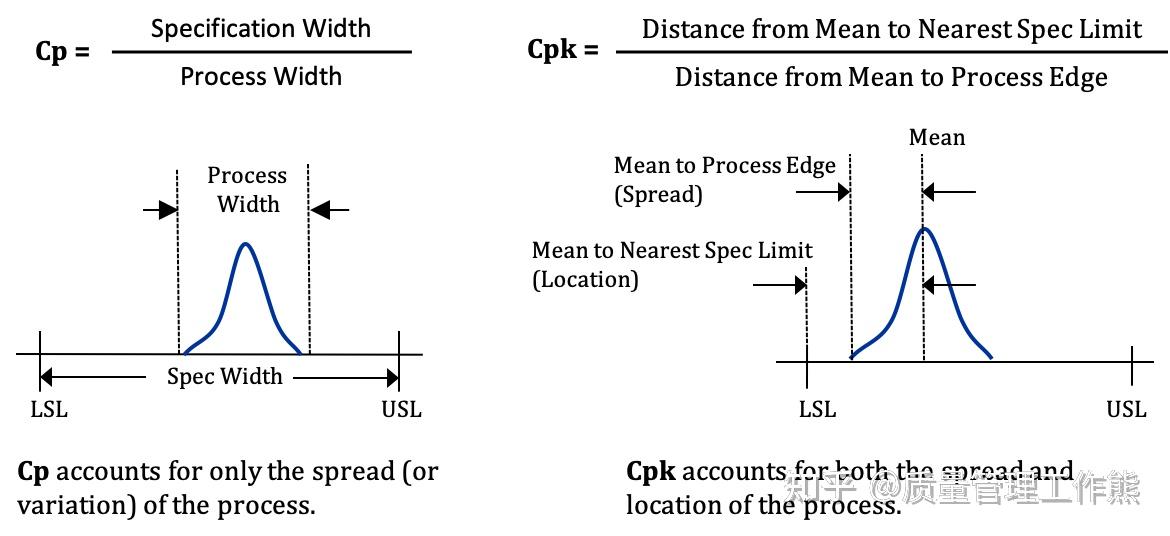
- Cp:测量过程的分布宽度是否小于规格宽度。
- Cpk:同时测量过程的中心点偏移和分布宽度相对于规格宽度的情况。
03. 基本计算
在深入统计计算之前,我们可以先了解一些基本步骤:
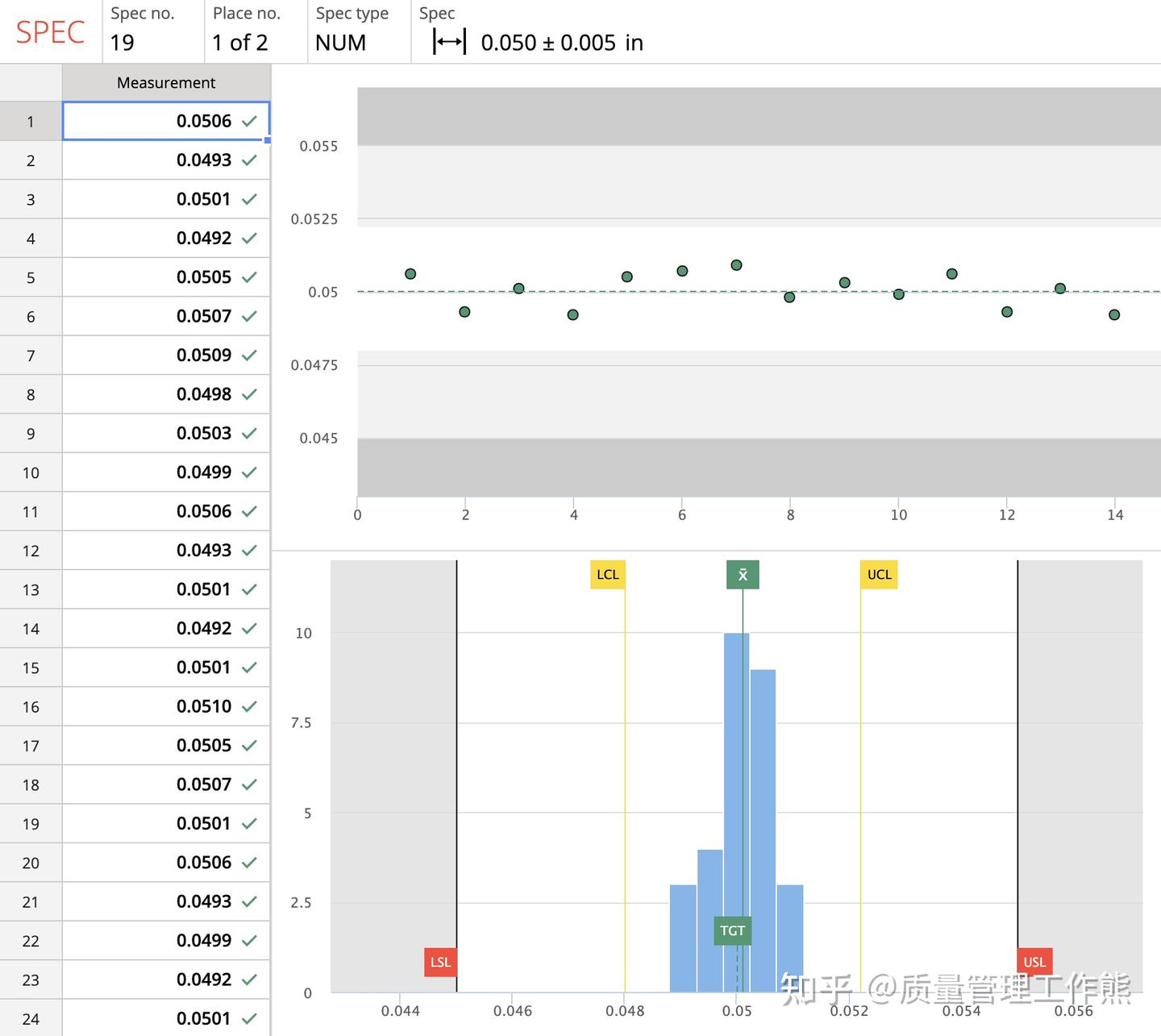
- 绘制数据图表:记录测量数据,并将其绘制在运行图和直方图上。
- 计算规格宽度:在直方图上标注上下规格限 (USL 和 LSL),并计算规格宽度:
规格宽度 = USL - LSL - 计算过程宽度:计算过程宽度,可以简单理解为“此过程可能生成的最大值和最小值之差”:
过程宽度 = UCL - LCL - 计算 Cp 值:将规格宽度与过程宽度的比值作为能力指数:
Cp = 规格宽度 / 过程宽度
04. 一个简单的类比
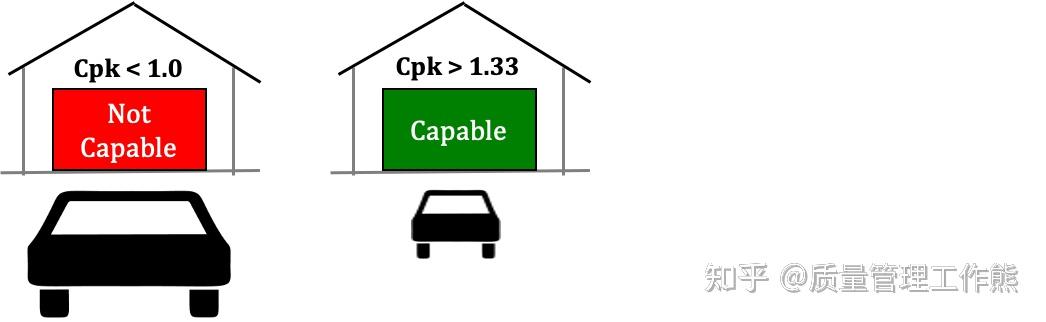
想象司机把车停进车库。如果车太宽,进不去;如果宽度合适但没对准中心,就会刮蹭到车库边缘。刮蹭就像生产了次品。
但如果车既够窄又停得很居中,就能顺利停进车库。这也是我们制造过程的目标:宽度合适且居中。
05. 更现实的类比
假设车的宽度合适,现在取决于司机的技术。司机每天停车,30 天后,我们绘制了运行图和直方图。
- 技术好的司机:总是将车停得很居中,直方图很窄,几乎没有刮蹭风险。
- 技术不好的司机:停车不稳定,直方图很宽,刮蹭的风险大。
在制造中,我们同样通过测量每个零件的数据来判断过程能力。
06. 数据收集
数据测量需遵循以下规则:
- 量具分辨率:量具应校准,分辨率至少为规格的 1/10。
- 生产顺序:测量和记录零件时需按生产顺序进行。
- 记录所有数据:包括合格件和不合格件的数据。
- 保证可追溯性:记录每个零件的操作员、设备、方法、材料、测量系统及环境条件。
- 数据同质性:不同设备的数据集应分开处理。
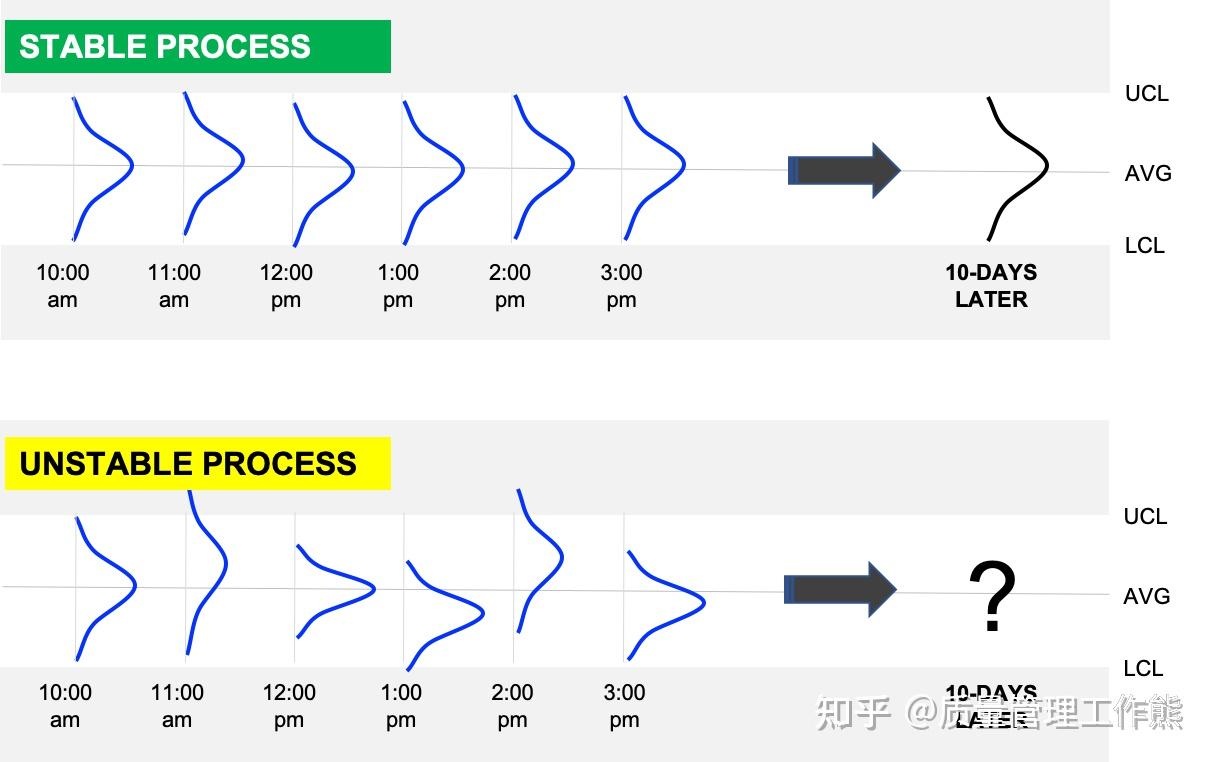
07. 过程稳定性
在进行过程能力分析前,需确保过程稳定。一个稳定的过程,其平均值和标准差在时间上保持不变。
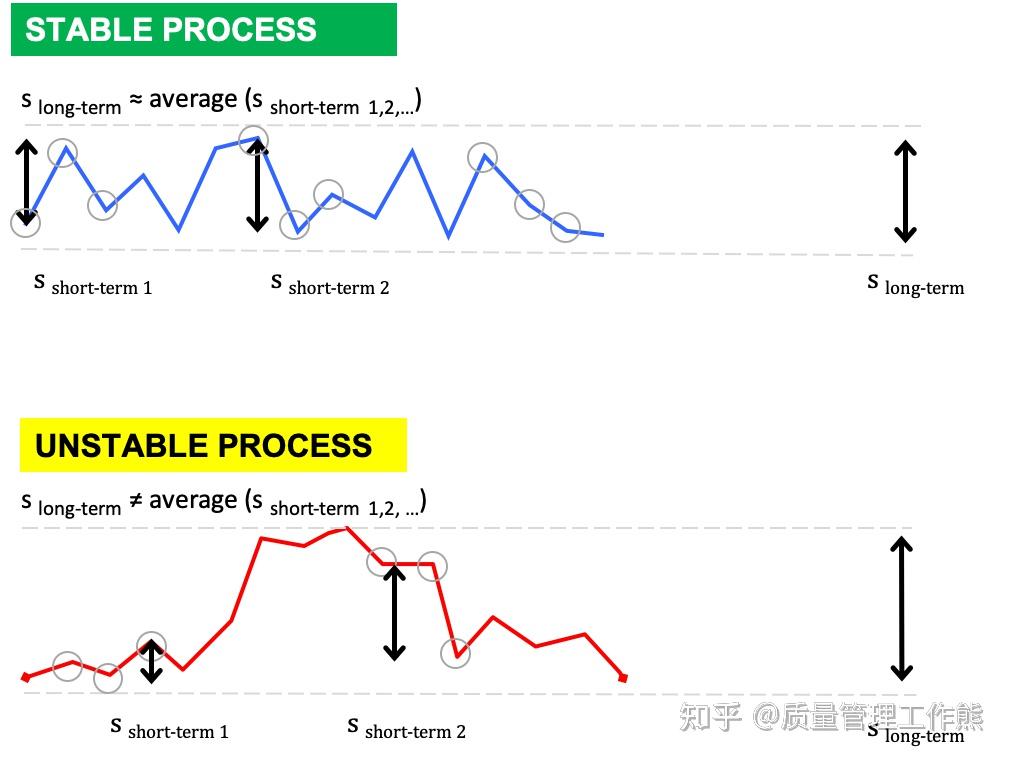
08. 短期与长期过程行为
- 短期标准差:对数据分组(如每小时测量 5 个零件),计算组内的平均值和标准差。
- 长期标准差:计算整个数据集的平均值和标准差。
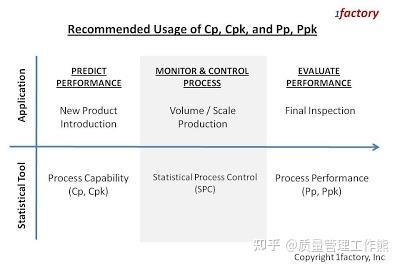
09. Cp、Cpk 与 Pp、Ppk 的区别
- Cp、Cpk:预测制造过程在最佳条件下的能力。
- Pp、Ppk:评估过程在某段时间内的实际性能。
如果过程稳定,则 Ppk = Cpk。
10. 过程能力与统计过程控制的区别
- 过程能力分析:对过程进行测量和分析,但不会实时调整。
- 统计过程控制 (SPC):实时监控和调整过程,确保过程稳定并生产合格产品。
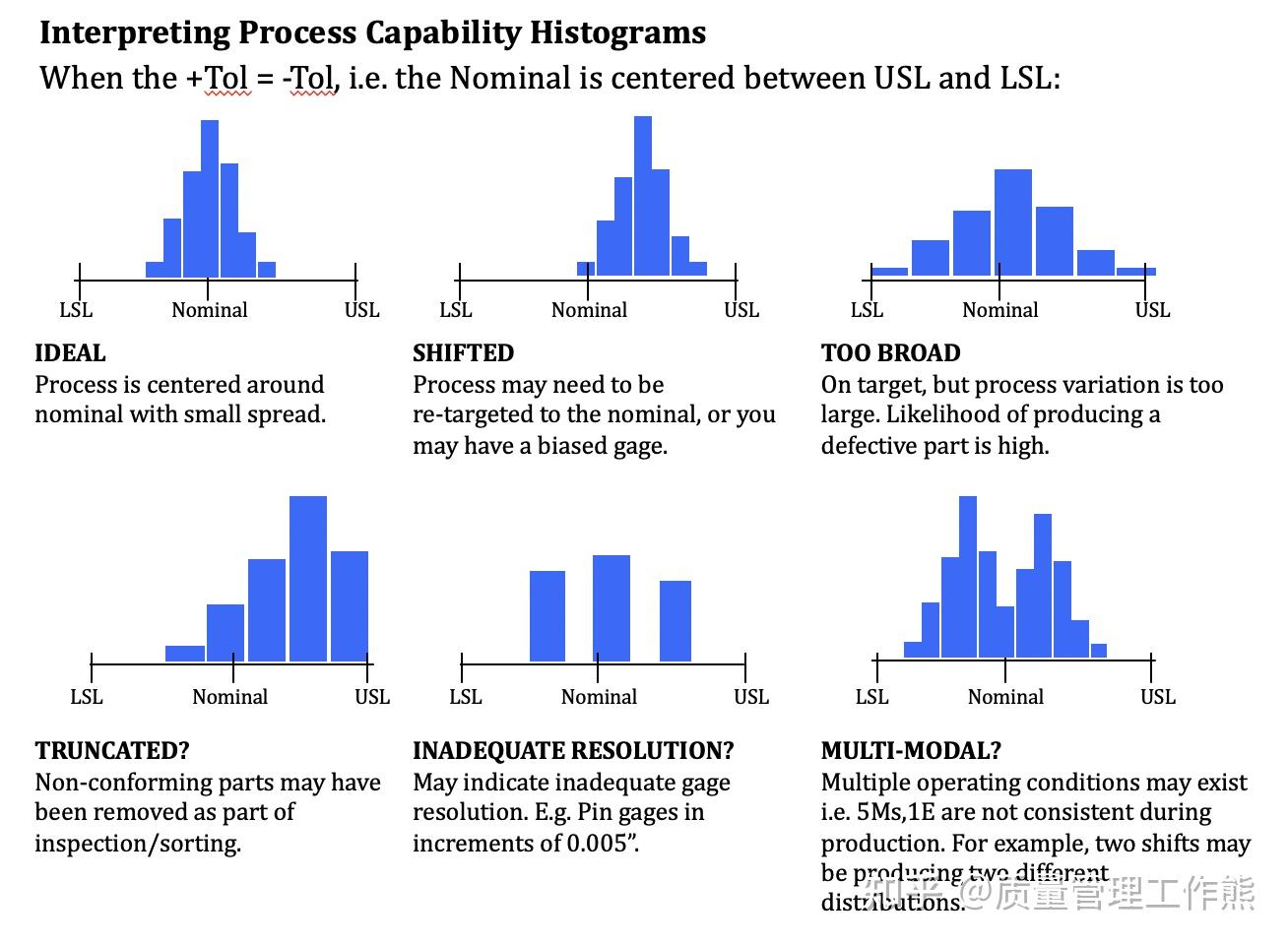
11. 过程能力直方图解释
- 理想情况:过程中心居中且分布窄,风险小。
- 偏移:过程向某一方向偏移,容易产生次品。
- 过宽:分布太宽,次品风险大。
- 截断分布:可能是去除了不合格数据导致的。
- 分辨率不足:会导致平均值和标准差计算错误。
- 多峰分布:可能是不同条件下的数据混合导致。
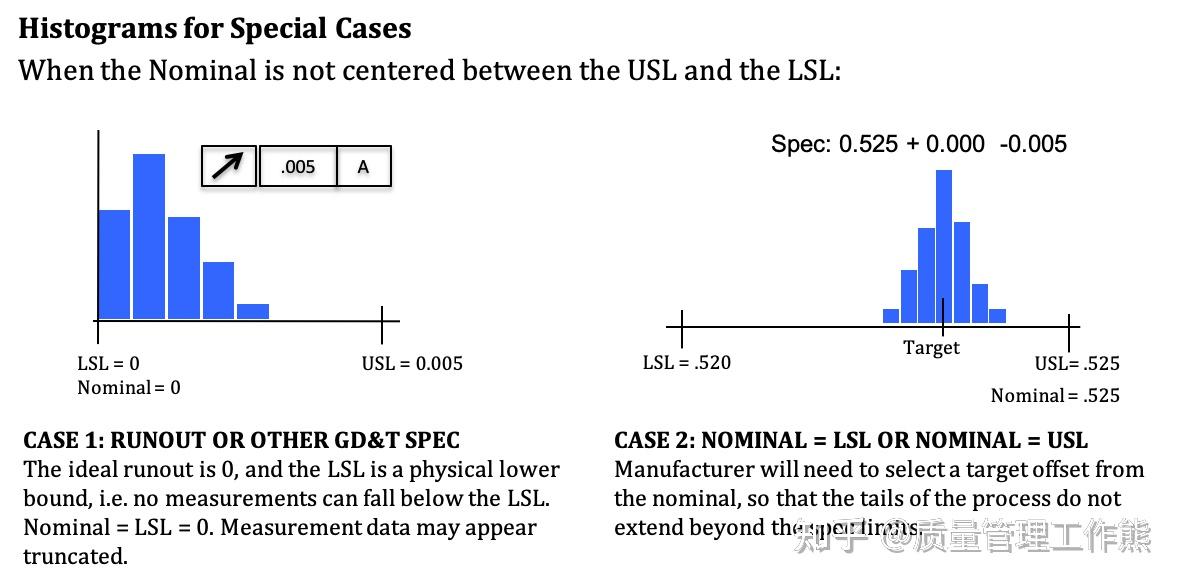
12. 特殊情况直方图
- GD&T:对于几何尺寸,理想值为 0,目标值接近 LSL。
- 单边规格:制造工程师需要选择偏离标称值的目标值,避免超出规格限。
13. 应该追求怎样的 Cpk 值?
- Cpk < 1.0:过程能力差。
- 1.0 ≤ Cpk ≤ 1.33:勉强合格。
- Cpk > 1.33:过程能力好。目标值应为 2.00 或更高。
高 Cpk 值的好处:
- 次品率低。
- 产品性能提升,例如减少质保投诉。
作者: 优思学院, 来源:面包板社区
链接: https://mbb.eet-china.com/blog/uid-me-4102203.html
版权声明:本文为博主原创,未经本人允许,禁止转载!







 /3
/3 






文章评论(0条评论)
登录后参与讨论