
自制936焊台的原理分析和测试报告
(国产控制板+二手白光手柄+二手白光头)
原创:wxleasyland
日期:2009年7月-8月
<?xml:namespace prefix = o ns = "urn:schemas-microsoft-com:office:office" />
本文引用了部分SHENGMG、别人或其它论坛的图片。
一、各个部分分析
1.控制板原理分析
控制板是向论坛或淘宝的SHENGMG买的,板30元,航空插头7元,邮费10元。
<?xml:namespace prefix = v ns = "urn:schemas-microsoft-com:vml" />
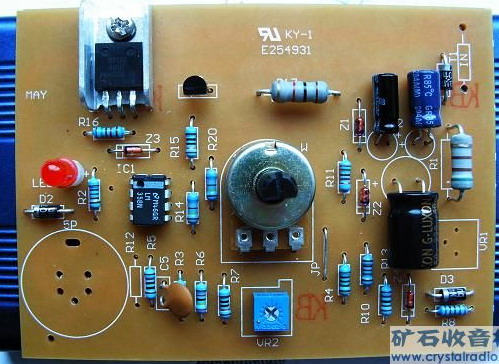
这个板的原理和HAOSEN 936B型恒温铬铁原理图是一样的。
下面是网上流传的HAOSEN 936B型恒温铬铁的原理图(可放大),画得很乱,看不懂吧:
下面是我画的SHENGMG板原理图(可放大),容易看懂了吧:
SHENGMG板的R13未接(实际是不好的,应该要接)。R10是150欧。ZD4是4.3V的。
原理分析:
由双向可控硅BT137控制对烙铁芯中加热丝的通电,由烙铁芯的热电阻Rx反馈温度。
温度检测是通过电压比较来实现,ZD2提供稳压电压,通过R4、Rx分压。烙铁温度越高,热电阻Rx越大,Rx上的电压越大。
Rx上的电压被第一个LM358放大,放大倍数由微调电阻VR2控制。再进入第二个LM358进行电压比较。ZD2和ZD4之间提供设定电压,由电位器W控制。我们通过调节W,来设定焊台的温度。
温度低时,Rx上电压不高,第二个LM358输出为负电压,Q2导通,BT137导通,对芯加热。达到设定温度时,第二个LM358输出为正电压,Q2截止,BT137截止,停止加热。
注意,这里ZD2和ZD1给LM358提供正负电压,相当于是双电压供电,ZD2的正极可认为是零点。
R8的作用是:触发BT137导通。C2上的电压通过R8、BT137的T1端、BT137的G端、Q2、R17,再回到C2,这样使BT137控制端G导通,从而BT137的T2、T1端得以导通。
2.白光手柄和分析
二手白光手柄是在TAOBAO上给ROOR买的,加一个二手白光<?xml:namespace prefix = st1 ns = "urn:schemas-microsoft-com:office:smarttags" />3C头,加邮费,一百多元了。手柄锈迹斑斑,橡胶套烂得不成样子,上面的K头也已经很烂了,也生锈了。用WD40处理了一遍,好了一些。后来又去电子城买了一个10元的“白光”B头。
手柄和头是这样子的:



K头结构,最前面是二个斜面的,挺怪的。

烙铁芯是这样子的:(应该是原装二手的芯吧?)

尺寸测量:
白光K头内孔孔径4.4mm,外径6.5mm,内孔深25mm,外径长25.7mm
白光3C头内孔孔径4.1mm,外径6.4mm,内孔深24mm,外径长25.5mm
“白光”B头内孔孔径4.1mm,外径6.4mm,内孔深24.5mm,外径长25.9mm
烙铁芯直径是3.8mm。加热后,烙铁芯直径变化很小。
烙铁头内孔与烙铁芯之间有0.3mm的空隙,并没有完全匹配。(如果是旧的K头,就是0.6mm了,超级大)
套管与螺纹头之间有一定的间隙。
烙铁头可以被磁铁吸起来,3C的内孔有光亮铜色。符合白光头性质。

发热丝在常温下测电阻是3Ω多,加热后,拔下来再测电阻是6Ω多。电阻不大,可能温度还不够高。
936烙铁芯A1321,里面的温度传感器是热电阻,不是热电偶,特性符合热电阻的性质。(国产焊台有的是用1322芯,就不一样了)
测出的数据:(个人实验条件所限,温度、电阻测出的值均存在一些误差)
常温 29℃下,热电阻约50.6Ω
常温 28℃下,热电阻约49.9Ω
冰水 3℃下,热电阻约45.3Ω
冰水 2℃下,热电阻约45.1Ω
沸水100℃下,热电阻约63.6Ω
调和油153℃下,热电阻约73Ω(油的温度一直在变,故测的会不太准,有滞后)
调和油250-260℃下,热电阻约90-91Ω左右(油的温度一直在变,故测的会不太准,有滞后,看个大概了)
可以看出,阻值基本符合铂热电阻的性质。0℃时电阻大约在45-46Ω左右。
注:铂热电阻的计算公式为:在0~850℃范围内:R=R0(1+At+Bt2)
A=3.90802×10^-3 B=-5.802×10^-7 (R0为0℃时的电阻值,t为温度℃)
注:铜热电阻计算公式就不一样了。听说国产便宜的A1321芯不是用铂材质的,不知道是用铜,还是用别的什么材质?高温用铜是不好的,温度高了会氧化,测不准了。
3.变压器
在厦门电子城买的,24V 100VA的控制变压器,55元一个。
卡尺测了一下变压器次级线径,约1.2mm,这样估计次级电流约2.3-2.8A,估计变压器实际功率是60-70W左右。

4.外壳
在厦门电子城,要啥没啥,一个小外壳就要10元了,只能放下电路板,变压器放不了。后来在沃尔玛买了一个透明的塑料盒子,10元,比较大个,还能手提,哈。
这样,一整套加起来250元了,还没有烙铁架。
最终成品图:


二、实际测试
1.温度检测
从上面的分析知道,热电阻Rx与其上的压降是成比例的,可以测其上的电压值(或者测第一个LM358的输出电压,再除以放大倍数),换算成电阻值,再通过热电阻公式,得到温度值。
实际通过Rx换算出的温度值,与烙铁头焊锡处上用万用表或烙铁温度计测出的温度值有一定的差距,即温度差。(烙铁温度计191的自制,很简单,可参考我的另一篇文章)
在R6上串一个12K电阻,使第一个LM358的放大倍数为8.2倍左右。再实测数据:
URx | UR4 | R4 | Rx | 191感温线+万用表测温℃ | 万用表测温℃ | 热电阻换算成温度℃ | 头和芯之间的温差 | 备注 |
0.607 | 6.72 | 995 | 89.88 | 186 | - | 265 | 79 |
|
0.675 | 6.65 | 995 | 101.00 | 230 | 228 | 335 | 105 |
|
0.73 | 6.6 | 995 | 110.05 | 262 | - | 393 | 131 |
|
0.795 | 6.52 | 995 | 121.32 | 298 | - | 466 | 168 |
|
0.859 | 6.45 | 995 | 132.51 | 341 | - | 541 | 200 | 烙铁头有点变黑 |
0.88 | 6.43 | 995 | 136.17 | 356 | 352 | 566 | 210 | 烙铁头有点变黑,变黑得快 |
温度越高时,芯和头之间的温度差越大。
这个温度差,个人觉得原因是:热电阻测的是烙铁芯内部的温度,通过热传递到烙铁头焊锡处后,就有一定的温度差了,而烙铁温度计直接测的是烙铁头焊锡处的温度。另外,烙铁芯和烙铁头内孔之间还有0.15mm的距离,也影响了热传递。
所以,不能直接以热电阻Rx测得的温度值,来代表烙铁头焊锡处的温度。焊台用之前,是需要先校准温度的。而且可能不同的烙铁头,或新旧不同的头,温度差值都是不一样的。
不知道T12、T10这种烙铁头和发热芯一体化的烙铁头,内部是K热电偶,是否会存在温度差值?T12、T10的结构应该会更好一些。
2. 加热时的电压电流
在室温下冷态开始,从电热丝开始加热时,拿二个数字万用表测的(有一些误差,因为数字万用表反应偏慢,响应没有机械表快,但机械表又不太准),测变压器输出的交流电压和交流电流,数据如下:
空载时变压器电压为22.5-22.7V左右。
电压V | 电流A | 功率W | 换算出电热丝的电阻 |
17.9 | 3.8 | 68 | 4.7 |
18.2 | 3.54 | 64.4 | 5.1 |
18.5 | 3.4 | 62.9 | 5.4 |
18.8 | 3.18 | 59.8 | 5.9 |
18.7 | 3.09 | 57.8 | 6.1 |
19 | 3.01 | 57.2 | 6.3 |
18.9 | 2.94 | 55.6 | 6.4 |
19.1 | 2.87 | 54.8 | 6.7 |
19.3 | 2.76 | 53.3 | 7 |
19.5 | 2.6 | 50.7 | 7.5 |
19.5 | 2.39 | 46.6 | 8.2 |
19.7 | 2.19 | 43.1 | 9 |
20.1 | 2 | 40.2 | 10.1 |
20.3 | 1.9 | 38.6 | 10.7 |
这时已经加热到了设定温度(温度未测)。加热时间约20多秒。
三、改进
1.原设计第一级的LM358放大倍数偏小(VR2调到5K左右),为6.2倍左右,使得烙铁芯的温度可以升到很高,Rx为192Ω左右时才会停止加热,换算成温度是980℃,很吓人了。需要将放大倍数调大,于是在R6上串一个12K电阻,使第一个LM358的放大倍数为8.2倍左右,Rx为140Ω左右时会停止加热,换算成温度是600℃。这个温度是芯的温度,不是头的温度。
2.SHENGMG板的R13未接,实际是不行的,这样ZD4未达到工作电流,稳压值未达到规定的稳压值,实测其稳压值是3.21V左右。接上R13后(电路板的VR1处需要短路掉),再测ZD4的稳压值是4.37V,正常了。ZD4的电压值影响到最小的温度值,ZD4电压升高后,最小温度值比较合理了。
这时,未接烙铁时,测得数据如下:
UR1: 11.2-11.6V
UZD2: 7.31V
UZD1: 7.51V
UZD4: 4.37V
UZD3: 1.33V
UC2: 10.65V
UC3: 8.13V
本报告基本完成,总体来说,这个电路板原理简单,功能还不错,维修容易。





 /4
/4 






文章评论(0条评论)
登录后参与讨论