
半导体陶瓷基板外形切割主要分为激光切割与水刀切割,它们在切割原理、特点、优缺点等方面存在一些区别。下面就让我们来详细了解一下这两种切割方法的区别。
一、激光切割
1.激光切割的原理
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、气化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。

2.激光切割的分类
1)气化切割
激光气化切割多用于极薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。
2)熔化切割
激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。
3)氧气切割
激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。
4)划片与控制断裂
激光划片是利用高能量密度的激光在脆性材料的表面进行扫描,使材料受热蒸发出一条小槽,然后施加一定的压力,脆性材料就会沿小槽处裂开。激光划片用的激光器一般为Q开关激光器和CO2激光器。
控制断裂是利用激光刻槽时所产生的陡峭的温度分布,在脆性材料中产生局部热应力,使材料沿小槽断开。
二、水刀切割
划片刀(Wafer Saw) 主要由电铸镍基结合剂、金刚石/类金刚石等硬质颗粒组成。切割时由主轴带动刀片高速旋转获得高刚性,从而去除材料实现切割。由于刀片具有一定的厚度,要求划片线宽较大。金刚石划片刀能够达到的最小切割线宽为 25~35um。切割不同材质、厚度的晶圆,需要更换不同的刀具。在旋转砂轮式划片过程中,需要采用去离子水对刀片进行冷却,并带走切割后产生的硅渣碎屑。

1、划片刀结构特点
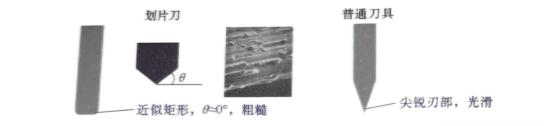
划片刀表面粗粘,有凸起的硬质颗粒和刀口,划片刀的刀尖表面粗糙,刃部近似矩形,与水平面的夹角日接近0°,
而普通刀具,刀尖表面较为光滑,刃部尖锐,刀尖与水平面的夹角 较大;
2、高速转动
普通刀具利用锋锐尖端在物体表面施加集中应力,可直接分裂物体进行切割。划片刀与普通刀具不同。因为本身结构、材质特性,在静态或低速转动时,划片刀无法实现切割,必须高速旋转获得高刚度,从而以碾碎去除材料的形式实现切割(见下图)。在这种切割方式下,金刚石刀片以3000~40000r/min的高转速切割晶圆划片槽。同时,承载着晶圆的丁作台以一定的速度沿刀片与晶圆接触点的切线方向呈直线运动,切割晶圆产生的硅屑被去离子水冲走。

3、刀口
刀口是经磨刀后在刃部形成的,由顺刀方向硬质颗粒及其与结合剂尾端间的细微凹槽或空洞组成,其根据刀片配方不同而变化。刀口具有排屑和冷却的作用,刀口的存在使刀片切割能力得以维持。

4、划片刀切割机理

1.撞击
切割硅等硬脆性材料时,刀片依靠高速旋转使金刚石等硬质颗粒高频撞击晶圆,在表面形成微裂纹,压碎后利用刀口将碎屑带走。
2. 刮除
切割延展性金属材料时,刀口持续刮擦物体表面,将表面拉毛,刮除,并将碎屑排除。
硬质颗粒的撞击和刀口的刮擦使材料能够从物体表面剥离,同时刀口能够将碎屑及时排除。这两者协同作用以保持物体表面材料被持续剥离,达到切割的效果。
3、刀片磨损
基于刀片切割运动形式(高速旋转、水平进给)及工作环境(去离子水及添加剂),刀片主要受以下作用影响:
1)机械应力,法向、切向压力及切屑的摩擦力。
2)热应力,摩擦导致的温升热应力。
3)化学腐蚀,切割水酸碱度(pH值)及化学物质反应。
在一般情况下刀片连续切割,主要考虑机械应力导致的磨损。划片刀的组成、结构特点、运动模式和工作环境,决定刀片磨损主要为硬质颗粒断裂和结合剂磨耗两种模式。
三、优缺点对比

作者: 斯利通陶瓷电路板, 来源:面包板社区
链接: https://mbb.eet-china.com/blog/uid-me-3876914.html
版权声明:本文为博主原创,未经本人允许,禁止转载!






 /2
/2 





文章评论(0条评论)
登录后参与讨论