
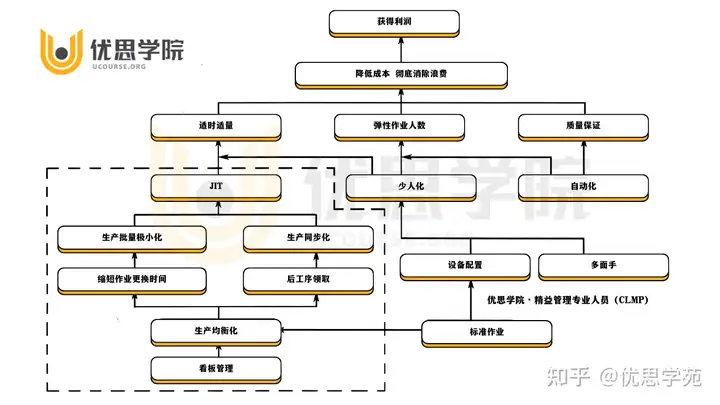
看板(Kanban)一词来自日语,意思是卡片或标识。在这一特定意义上,该名词曾被用于有关工厂现场上工作控制的每一件事情,甚至包括生产控制系统。其恰当的意思是一种用来生产产品、子装配件、外购与自制零件得到补充的执行技法。技法由日本丰田汽车公司首创并完成,是JIT控制的一种特定的、基于卡片的方法。看板取得突破性进展是在20世纪80年代末,那时MIT(美国麻省理工学院)的出版物宣称基于看板的生产管理比传统的生产与控制更为灵活和经济,看板也因此而成为了精益管理[1]和JIT的一个重要工具。这种方法作为他们的丰田生产方式的一部分,而只限用于在具备下列遗憾条件的场合:
优思学院|精益管理认证课程(CLMP) 实际上,早在20世纪80年代初,丰田及其生产方式就被介绍到了中国。遗憾的是,当时被误认为JIT就是看板管理,中国的一些企业曾简单地模仿传播看板,但并未见到成效,于是就草率地把它否定了。结果证明,如果没有生产经营观念的彻底转变和管理意识的彻底更新,没有对及时生产方式进行系统性研究,而僅僅是模仿某個單項技法,及时生产不可能实现。日本筑波大学的門田安弘教授曾指出:“丰田生产方式是一个完整的生产技术综合体,而看板管理僅僅是實現及时生产的工具之一。把看板管理等同于丰田生产方式是一种非常错误的认识。” 看板的分类:在製品看板、工序内看板、信号看板、领料看板、工序间看板、对外订货看板。 丰田的JIT方式透过看板管理,成功地制止了过量生产,实现了「在必要的时刻生产必要数量的必要产品」,从而彻底消除在制品过量以及由之衍生出来的种种浪费。因此,每当人们说起丰田生产方式,往往容易只会想到看板管理和减少在制品库存。事实上,丰田公司以看板管理为手段,制止过量生产,减少在制品,从而使产生次品的原因和隐藏在生产过程中的种种问题及不合理成分充分暴露出来,然后再加以解决。虽然看板是一种较好的生产控制技术和视觉化的控制方法,可用于生产指令的下达,但它不是一种计划技术。看板可以通知工厂现场在什么时候做什么,做多少,但仅仅是局限在当前时间以内。它不能预测在将来一段的时间内需要什么、需要多少,对将来需求变化的预测要靠ERP或SCM来完成。 电子看板是将看板过程电脑化,在生产过程中为了更好地进行管理和控制,人们已将看板和ERP进行整合。这种整合化的电子看板非常适用于生产过程的工作流程自动化。下图描述了电子看板的简单原理图。看板的类型和工作原理
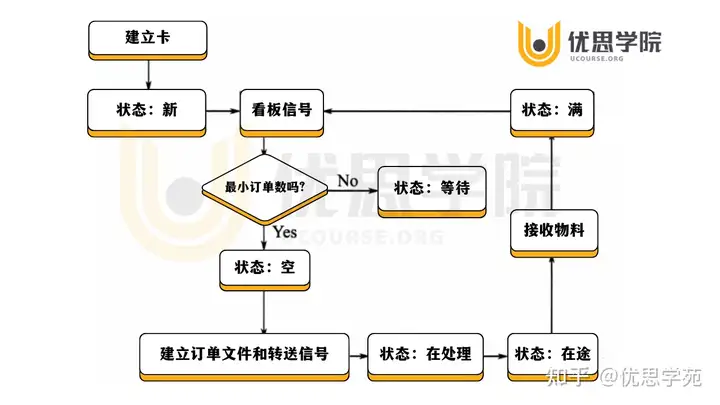
所有的这些看板又统称为看板卡,看板卡主要有两种类型:生产卡与移动车卡。生产卡附在前一工序转移来的物料容器——料箱上,说明需要生产什么,卡上的资讯有零件编号与描述、卡号、料箱的容量、前一工序号。它还可以包括其他资料,如物料清单、工具等(在产品只需少数物料的情况下,可用色块或其他简单手段取代看板前一工序需要生产什么物件)。它必须与产品一起移动。生产工序领取物料时取下生产卡,附上移动车卡并递上。工序按生产卡的顺序和所标示的数量进行生产。当生产卡数量为零时,停止生产。移动卡上载有与生产卡相同的资讯,是附在前工序领取物料的料箱上,当该物料用完后,料箱为「空」,取下移动卡,放在回收料箱内。此时,卡上所表示的状态是「物料已用完,请补充」,然后它们被分发到各个相应的前工序,进行补充,到了「满」为止。因此,卡上的资讯表示了物料的状态。这种前后工序紧密衔接,一环扣一环地进行生产,前序所生产的量恰是后序所需要的量,而后序如果不需要,前序决不生产。可以看出,按这种方法所规定的顺序和数量进行生产,不会生产过多的产品和组件。与 ERP 结合的电子看板
优思学院|精益管理认证课程(CLMP)
电子看板较一般的看板方案能提供更多的功能。例如:缩短看板处理环节;透过供应商、内部生产或远端仓储支援或式库存补充;电子看板与MRP和成本核算完全整合,实现及时成本追踪和结算;用于所有的生产层并与其他生产方法结合,如重复生产或装配计划;提供整合的看板卡,实现电子化无纸操作;可条码扫描介面处理等。电子看板可以更加透明和方便地处理看板方案,是走向精实生产系统的重要工具,甚至可以使用看板控制最终产品的装配。这在装配技术比较简单而又是在元件层进行预测和计划时更具有实际意义。
电子看板处理过程可以充分利用条码的作用,配合电子看板对生产过程的物料补充进行控制。在供应区,将看板物料储存在看板料箱内。工人在一箱物料用完后将空箱送回到供应区,在扫描看板上的条码时改变看板系统中料箱的状态,从“满”变为“空”,并立即开始补充料箱的处理过程。系统从看板控制周期提取所有必要资料,而不需要双方交互处理。电子看板支持以下几种空料箱补充策略:
此外,看板操作还遵循以下原则:
(1) 看板卡与独立来源:
看板卡是工厂控制看板操作的典型工具。可以用两种方式列印和使用看板卡:一是每一个料箱只列印一个看板卡并在需求区和供应区之间周转;二是在每次重新补充料箱时列印看板卡。在多数情况下,这比周转使用看板卡更为方便。而“独立来源”是在有些情况下,需要主动地补充物料箱。这时电子看板可以提供一种“独立来源”的功能进行处理。可以透过定义这个需要补充的来源为“独立来源”,再根据补充料箱的编号,单独处理料箱改为“空箱”状态的时间,就能主动地确定补充料箱的截止日期。在这种情况下是透过电子看板主动触发补充料箱的操作完成。
(2) 从供应区到需求区的看板过程:
根据对系统的设置,供应区可以从看板卡、生产订单、日产进度或电子看板来接受补充物料的指令。在供应区,可以透过看板料箱的状态更改为“在製品”或“在途”。当料箱运抵供应区后,将接受货物过账到仓库并将料箱状态设置为“满箱”。此时,看板物料可为生产提供物料消耗。
(3) 电子看板:
电子看板显示牌向需求区和供应区的操作人员显示有关物料可用性的清晰资讯,同时也显示所有周转使用料箱的状态。例如,满的料箱用绿色表示,空的料箱用红色表示。操作人员可以在电子看板上更改料箱的状态,而不需要再用条码技术。可以启用看板编号来触发补充料箱的操作。
(4) 以看板进行的工厂无纸管理:
电子看板提供了控制看板生产过程的全部必要资讯。操作人员只要点击滑鼠就可以从看板得知有关资料去监控工厂物料的补充。例如,可以用看板监控每一个料箱,可以指定某个料箱需要补充,还可以用看板更改料箱的状态。看板是一种控制分配和追查责任到工厂的工具。如果使用看板,就不再需要看板卡片或任何纸张档。与使用列印的工厂文件档相比,使用看板可以更灵活和迅速地回馈客户需求和生产过程中的不断变化。也可以在一张製造单元或看板生产线上直接使用电子看板。
(5) 看板控制周期:
需求区和供应区的关系是由控制周期定义的。控制周期是用来规定库存补充策略;控制重复使用料箱的数量、看板列印以及交货地址等等。控制周期也包括所有补充看板料箱所需的资料。当一个料箱的状态改为“空箱”时,控制周期触发看板信号。根据供应端和库存补充策略,列印出一张看板卡(卡片)或一个电子资讯交送给外部供应商。

实际上,早在20世纪80年代初,丰田及其生产方式就被介绍到了中国。遗憾的是,当时被误认为JIT就是看板管理,中国的一些企业曾简单地模仿传播看板,但并未见到成效,于是就草率地把它否定了。结果证明,如果没有生产经营观念的彻底转变和管理意识的彻底更新,没有对及时生产方式进行系统性研究,而僅僅是模仿某個單項技法,及时生产不可能实现。日本筑波大学的門田安弘教授曾指出:“丰田生产方式是一个完整的生产技术综合体,而看板管理僅僅是實現及时生产的工具之一。把看板管理等同于丰田生产方式是一种非常错误的认识。”
看板的分类:在製品看板、工序内看板、信号看板、领料看板、工序间看板、对外订货看板。
所有的这些看板又统称为看板卡,看板卡主要有两种类型:生产卡与移动车卡。生产卡附在前一工序转移来的物料容器——料箱上,说明需要生产什么,卡上的资讯有零件编号与描述、卡号、料箱的容量、前一工序号。它还可以包括其他资料,如物料清单、工具等(在产品只需少数物料的情况下,可用色块或其他简单手段取代看板前一工序需要生产什么物件)。它必须与产品一起移动。生产工序领取物料时取下生产卡,附上移动车卡并递上。工序按生产卡的顺序和所标示的数量进行生产。当生产卡数量为零时,停止生产。移动卡上载有与生产卡相同的资讯,是附在前工序领取物料的料箱上,当该物料用完后,料箱为「空」,取下移动卡,放在回收料箱内。此时,卡上所表示的状态是「物料已用完,请补充」,然后它们被分发到各个相应的前工序,进行补充,到了「满」为止。因此,卡上的资讯表示了物料的状态。这种前后工序紧密衔接,一环扣一环地进行生产,前序所生产的量恰是后序所需要的量,而后序如果不需要,前序决不生产。可以看出,按这种方法所规定的顺序和数量进行生产,不会生产过多的产品和组件。
丰田的JIT方式透过看板管理,成功地制止了过量生产,实现了「在必要的时刻生产必要数量的必要产品」,从而彻底消除在制品过量以及由之衍生出来的种种浪费。因此,每当人们说起丰田生产方式,往往容易只会想到看板管理和减少在制品库存。事实上,丰田公司以看板管理为手段,制止过量生产,减少在制品,从而使产生次品的原因和隐藏在生产过程中的种种问题及不合理成分充分暴露出来,然后再加以解决。虽然看板是一种较好的生产控制技术和视觉化的控制方法,可用于生产指令的下达,但它不是一种计划技术。看板可以通知工厂现场在什么时候做什么,做多少,但仅仅是局限在当前时间以内。它不能预测在将来一段的时间内需要什么、需要多少,对将来需求变化的预测要靠ERP或SCM来完成。
电子看板是将看板过程电脑化,在生产过程中为了更好地进行管理和控制,人们已将看板和ERP进行整合。这种整合化的电子看板非常适用于生产过程的工作流程自动化。下图描述了电子看板的简单原理图。
优思学院|精益管理认证课程(CLMP)电子看板较一般的看板方案能提供更多的功能。例如:缩短看板处理环节;透过供应商、内部生产或远端仓储支援或式库存补充;电子看板与MRP和成本核算完全整合,实现及时成本追踪和结算;用于所有的生产层并与其他生产方法结合,如重复生产或装配计划;提供整合的看板卡,实现电子化无纸操作;可条码扫描介面处理等。电子看板可以更加透明和方便地处理看板方案,是走向精实生产系统的重要工具,甚至可以使用看板控制最终产品的装配。这在装配技术比较简单而又是在元件层进行预测和计划时更具有实际意义。
电子看板处理过程可以充分利用条码的作用,配合电子看板对生产过程的物料补充进行控制。在供应区,将看板物料储存在看板料箱内。工人在一箱物料用完后将空箱送回到供应区,在扫描看板上的条码时改变看板系统中料箱的状态,从“满”变为“空”,并立即开始补充料箱的处理过程。系统从看板控制周期提取所有必要资料,而不需要双方交互处理。电子看板支持以下几种空料箱补充策略:
此外,看板操作还遵循以下原则:
(1) 看板卡与独立来源:
看板卡是工厂控制看板操作的典型工具。可以用两种方式列印和使用看板卡:一是每一个料箱只列印一个看板卡并在需求区和供应区之间周转;二是在每次重新补充料箱时列印看板卡。在多数情况下,这比周转使用看板卡更为方便。而“独立来源”是在有些情况下,需要主动地补充物料箱。这时电子看板可以提供一种“独立来源”的功能进行处理。可以透过定义这个需要补充的来源为“独立来源”,再根据补充料箱的编号,单独处理料箱改为“空箱”状态的时间,就能主动地确定补充料箱的截止日期。在这种情况下是透过电子看板主动触发补充料箱的操作完成。
(2) 从供应区到需求区的看板过程:
根据对系统的设置,供应区可以从看板卡、生产订单、日产进度或电子看板来接受补充物料的指令。在供应区,可以透过看板料箱的状态更改为“在製品”或“在途”。当料箱运抵供应区后,将接受货物过账到仓库并将料箱状态设置为“满箱”。此时,看板物料可为生产提供物料消耗。
(3) 电子看板:
电子看板显示牌向需求区和供应区的操作人员显示有关物料可用性的清晰资讯,同时也显示所有周转使用料箱的状态。例如,满的料箱用绿色表示,空的料箱用红色表示。操作人员可以在电子看板上更改料箱的状态,而不需要再用条码技术。可以启用看板编号来触发补充料箱的操作。
(4) 以看板进行的工厂无纸管理:
电子看板提供了控制看板生产过程的全部必要资讯。操作人员只要点击滑鼠就可以从看板得知有关资料去监控工厂物料的补充。例如,可以用看板监控每一个料箱,可以指定某个料箱需要补充,还可以用看板更改料箱的状态。看板是一种控制分配和追查责任到工厂的工具。如果使用看板,就不再需要看板卡片或任何纸张档。与使用列印的工厂文件档相比,使用看板可以更灵活和迅速地回馈客户需求和生产过程中的不断变化。也可以在一张製造单元或看板生产线上直接使用电子看板。
(5) 看板控制周期:
需求区和供应区的关系是由控制周期定义的。控制周期是用来规定库存补充策略;控制重复使用料箱的数量、看板列印以及交货地址等等。控制周期也包括所有补充看板料箱所需的资料。当一个料箱的状态改为“空箱”时,控制周期触发看板信号。根据供应端和库存补充策略,列印出一张看板卡(卡片)或一个电子资讯交送给外部供应商。
作者: 优思学院, 来源:面包板社区
链接: https://mbb.eet-china.com/blog/uid-me-4102203.html
版权声明:本文为博主原创,未经本人允许,禁止转载!



 /1
/1 







文章评论(0条评论)
登录后参与讨论