
碳化硅(SiC)作为新一代半导体材料,因其出色的物理和化学特性,在高性能电子器件制造中扮演着至关重要的角色。然而,碳化硅衬底的加工精度,尤其是总厚度变化(TTV)的均匀性,对最终器件的性能有着决定性影响。在碳化硅衬底的加工过程中,研磨是一个关键步骤,而研磨刀片与碳化硅衬底间的振动是影响TTV均匀性的一个重要因素。本文旨在探讨如何通过减少这种振动,以提高碳化硅衬底的TTV均匀性。
一、振动对碳化硅衬底TTV均匀性的影响
在研磨过程中,研磨刀片与碳化硅衬底之间的振动会导致以下几个问题:
不均匀的材料去除:振动会导致研磨刀片在碳化硅衬底表面的接触压力分布不均,从而导致材料去除速率的不均匀,进而影响TTV的均匀性。
表面损伤:振动还可能引起研磨刀片与碳化硅衬底之间的微小碰撞,这些碰撞会在衬底表面产生划痕或微裂纹,进一步影响TTV的均匀性和衬底的整体质量。
加工效率下降:振动会增加研磨过程中的能量损失,导致加工效率下降,同时增加研磨刀片的磨损,缩短其使用寿命。
二、减少振动的策略
为了减少研磨刀片与碳化硅衬底间的振动,提高TTV均匀性,可以采取以下策略:
1.优化研磨设备:
采用高精度、高刚性的研磨设备,以减少设备本身的振动。
确保研磨设备的各个部件(如主轴、工作台等)都经过精密加工和装配,以提高整体的稳定性和精度。
2.选择合适的研磨刀片:
根据碳化硅衬底的特性和加工要求,选择合适的研磨刀片材质和形状。
确保研磨刀片的刃口锋利、均匀,以减少研磨过程中的振动和划痕。
3.优化研磨参数:
合理设置研磨压力、转速和研磨液的流量等参数,以减少振动和提高加工效率。
通过实验和仿真分析,找到最佳的研磨参数组合,以实现最佳的TTV均匀性。
4.采用先进的振动控制技术:
利用主动或被动振动控制技术,如主动减震器、隔振垫等,来减少研磨过程中的振动。
通过实时监测和分析研磨过程中的振动数据,对振动进行主动控制,以进一步提高TTV均匀性。
5.加强工艺监控和质量控制:
在研磨过程中,使用高精度的测量仪器对碳化硅衬底的TTV进行实时监测和反馈。
根据监测结果,及时调整研磨参数或采取其他措施,以确保TTV的均匀性达到设计要求。
三、结论
减少研磨刀片与碳化硅衬底间的振动是提高碳化硅衬底TTV均匀性的关键。通过优化研磨设备、选择合适的研磨刀片、优化研磨参数、采用先进的振动控制技术以及加强工艺监控和质量控制等措施,可以有效地减少振动,提高碳化硅衬底的加工精度和产品质量。未来,随着碳化硅材料在半导体领域的广泛应用和技术的不断进步,对碳化硅衬底加工精度的要求将越来越高,因此,持续的技术创新和工艺优化将是提升碳化硅衬底加工水平和质量的重要方向。
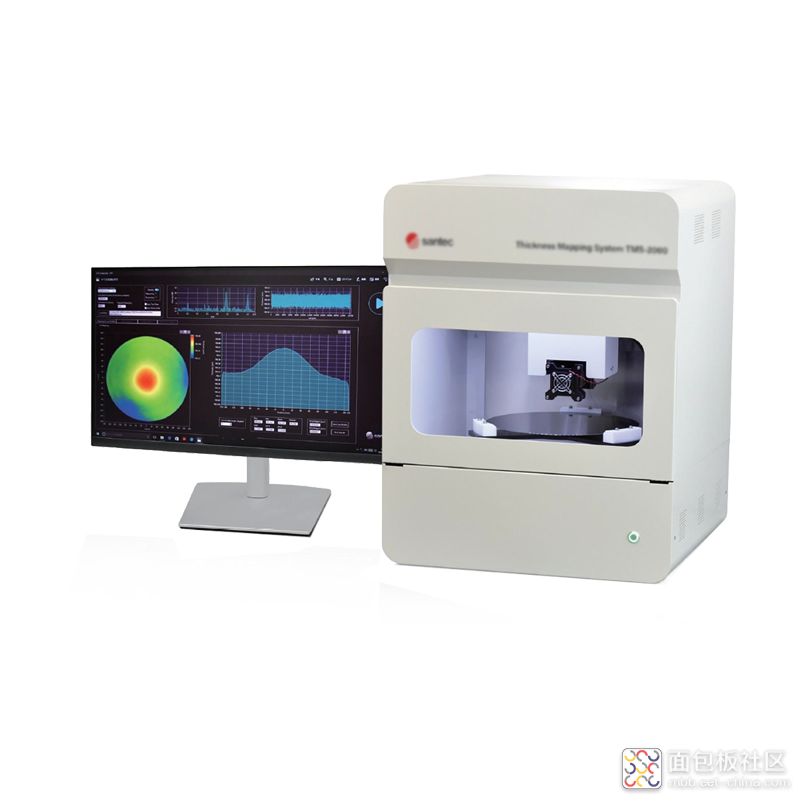
高通量晶圆测厚系统
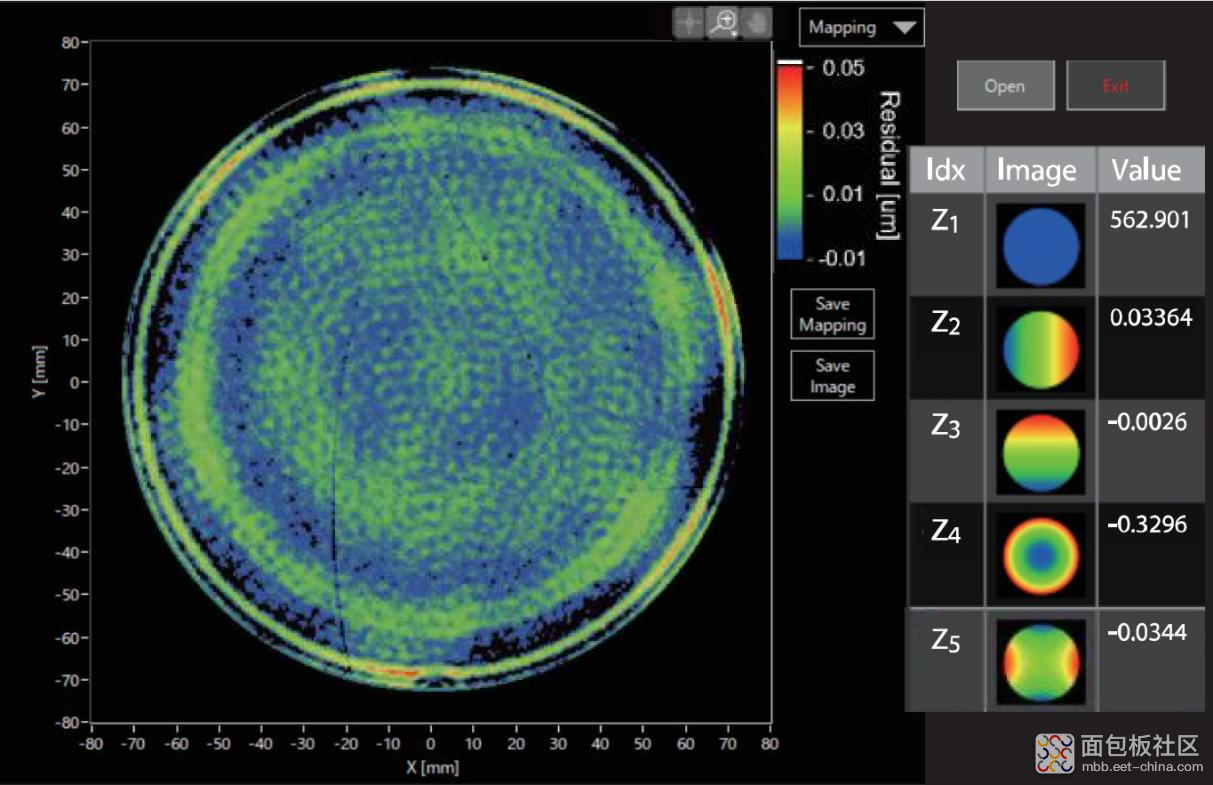
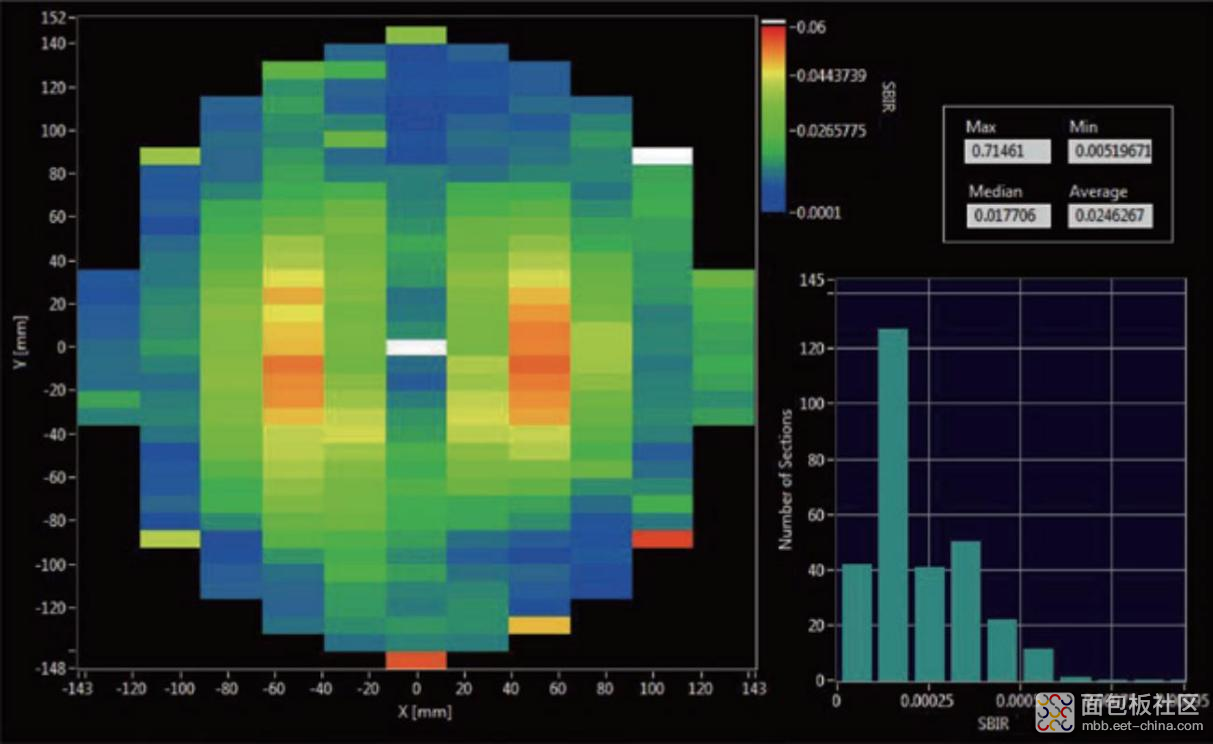
高通量晶圆测厚系统以光学相干层析成像原理,可解决晶圆/晶片厚度TTV(Total Thickness Variation,总厚度偏差)、BOW(弯曲度)、WARP(翘曲度),TIR(Total Indicated Reading 总指示读数,STIR(Site Total Indicated Reading 局部总指示读数),LTV(Local Thickness Variation 局部厚度偏差)等这类技术指标。
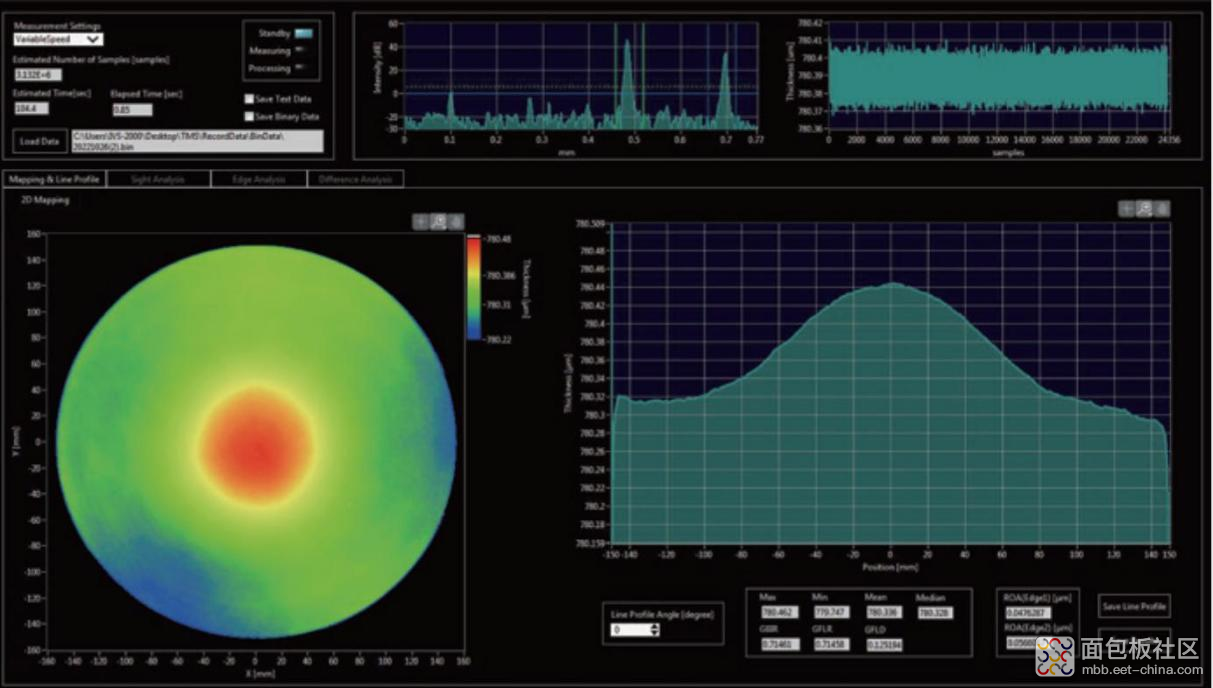
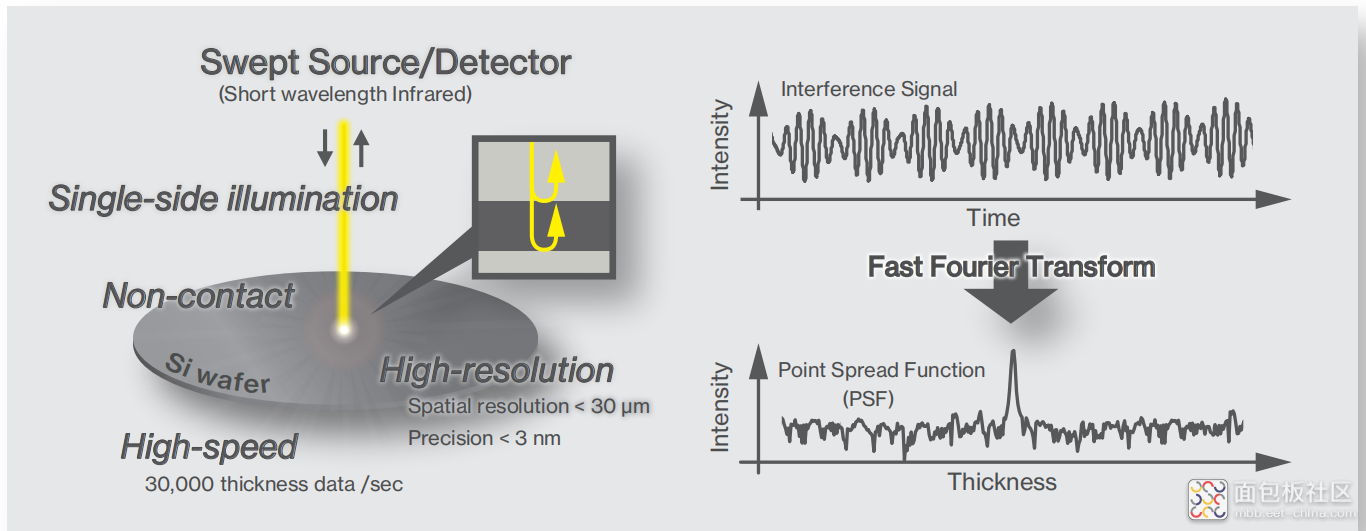
高通量晶圆测厚系统,全新采用的第三代可调谐扫频激光技术,相比传统上下双探头对射扫描方式;可一次性测量所有平面度及厚度参数。
1,灵活适用更复杂的材料,从轻掺到重掺 P 型硅 (P++),碳化硅,蓝宝石,玻璃,铌酸锂等晶圆材料。
重掺型硅(强吸收晶圆的前后表面探测)
粗糙的晶圆表面,(点扫描的第三代扫频激光,相比靠光谱探测方案,不易受到光谱中相邻单位的串扰噪声影响,因而对测量粗糙表面晶圆)

低反射的碳化硅(SiC)和铌酸锂(LiNbO3);(通过对偏振效应的补偿,加强对低反射晶圆表面测量的信噪比)
绝缘体上硅(SOI)和MEMS,可同时测量多 层 结 构,厚 度 可 从μm级到数百μm 级不等。
可用于测量各类薄膜厚度,厚度最薄可低至 4 μm ,精度可达1nm。
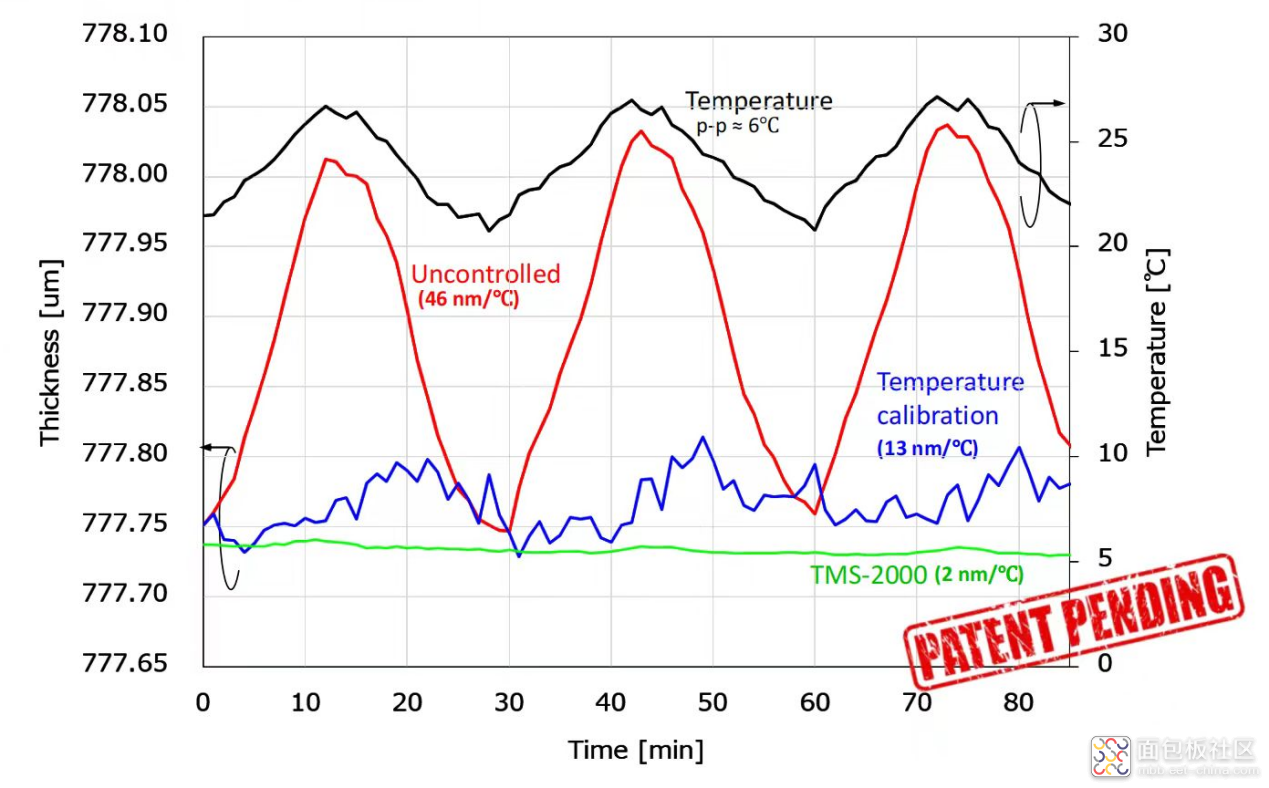
2,可调谐扫频激光的“温漂”处理能力,体现在极端工作环境中抗干扰能力强,充分提高重复性测量能力。
3,采用第三代高速扫频可调谐激光器,一改过去传统SLD宽频低相干光源的干涉模式,解决了由于相干长度短,而重度依赖“主动式减震平台”的情况。卓越的抗干扰,实现小型化设计,同时也可兼容匹配EFEM系统实现产线自动化集成测量。
4,灵活的运动控制方式,可兼容2英寸到12英寸方片和圆片测量。


 /3
/3 







文章评论(0条评论)
登录后参与讨论