
配料与熔炼
1.1增碳剂加废钢生产合成铸铁
铸铁的组织和性能很大程度上取决于原材料的微观组织和质量。生铁中存在具有遗传性的粗大的过共晶石墨,在熔化过程中难以完全消除,使凝固过程中产生的石墨化膨胀作用削弱,铸件的致密性降低,铁液收缩倾向增大,同时粗大的石墨还加大对基体的割裂作用,降低材料的性能。
随着铸造技术的发展,越来越多的铸造企业采用全废钢,用增碳方法调整碳量的合成铸铁冶炼方法。废钢的价格较生铁便宜,而且在相同的化学成分下能获得更好的力学性能。
在生产合成铸铁时,增碳剂的选用非常重要,尤其对致密性要求高的薄壁高强度的缸体缸盖铸件,一定要采用经过高温石墨化的增碳剂,增碳剂中硫和氮的含量是衡量增碳剂品质的重要指标。
(1)采用未经过高温石墨化的增碳剂,这种增碳剂中杂质多,灰分多,并且需要较长的时间才能扩散到铁液中。如果熔炼时间短,就会出现假增碳的效果,即炉内铁液的上部分碳含量在范围内,下部分碳含量低于范围,这种铁液浇注铸件,很容易出现缩松。经过高温石墨化处理的增碳剂,碳原子从原来的无序排列状态过渡到片状石墨的有序排列状态,片状石墨才能成为石墨形核的最好核心,从而促进石墨化。
(2)未经过高温石墨化的增碳剂含有较高的氮和硫,会使铁液中氮的含量增加,生产合成铸铁时加入大量废钢,废钢中也含有大量的氮,使铁液中氮含量升高,当铁液中氮的含量超过0.01%,有可能导致形成氮气孔缺陷,尤其是当氮含量超过0.014%时更甚。
1.2废钢的选用
废钢的来源要稳定,最好是轻型车的冲压板材。为保证熔炼效率,打包压块后,块度最好不超过300mm×300mm×400mm。废钢来源不稳定,其中含有的杂物,会使铁液中微量元素铅、砷和铝的含量高,影响缸体缸盖铸件的性能,严重时造成批量废品。
(1)铅的影响
微量铅即可以引起石墨形态恶化。铅量由少量渐增时,石墨由正常分布的A型,开始变为蜘蛛状、爪状、刺刀状,并且石墨头部变尖,边缘变得粗糙不平,变成锯齿状,并出现分枝和形成闭合的环形石墨。当铅量继续增加时,主石墨干上出现多条沉积的二次石墨,形成典型的魏氏石墨。
由于微量的铅即引起石墨形态的变异,使其对基体的割裂作用增强,因而强烈地降低灰铸铁的力学性能。
笔者公司通过多年对铅的研究得出,当以生铁为主配料时,铅的含量上限为0.0008%;生产合成铸铁时,铅的含量上限0.0015%,否则缸体的轴承座处的石墨就会变异,从而造成缸体的力学性能低,从而引起材质不合格的废品。
(2)砷的影响
砷在铸铁中是一种微量有害元素。影响铸铁的显微组织,比如:促进灰铸铁形成D型石墨,使基体变成珠光体,改变灰铸铁的白口倾向等,导致铸铁力学性能降低。此外,含砷铸铁还容易产生缩孔、缩松、裂纹、偏析以及夹渣等铸造缺陷,使铸造生产的质量控制变得困难。
笔者公司原设定的砷含量为0.0080%,在采用增碳剂+废钢生产合成铸铁过程中出现砷含量最高达到0.0116%的情况,为验证砷含量对灰铸铁缸体缸盖力学性能的影响,我们将砷含量超出0.0080%的铸件进行了力学性能检测,检测结果见表1、表2.
东风康明斯要求缸体缸盖的本体性能≥207MPa,试验砷含量在0.0081%-0.0116%之间的铸件力学性能和金相组织都完全满足东风康明斯的要求。
同时,我们对砷含量在0.012%-0.013%时浇注的496件缸体铸件进行了气密性检测,出现2件渗漏,渗漏率为0.4%,渗漏率未出现异常升高。说明As在这个范围内,不会增加铸件的渗漏废品。
福州大学的李树江通过试验验证,当砷含量低于0.0130%时,灰铸铁具有较好的力学性能和冶金质量指标。目前,笔者公司将砷的含量控制在0.0130%以下。
(3)铝的影响
微量元素铝的含量在一定范围下并不会对发动机缸体缸盖铸件的质量产生影响,但是当铝的含量超过一定范围后,就会产生氢气孔,使铸件报废。铁液中微量铝(质量分数为0.01%~0.1%)发生反应
2Al+3H2O→Al2O3+6[H]
如果铁液脱氧不好,而在金属的硬皮(或氧化膜)附近氢的浓度又高,则有可能发生
2[H]+FeO→H2O+Fe
反应,生产的水就附着在生长着的晶粒上成为气泡的核心。此后,凝固过程中析出的氢和由界面侵入的氢都向气泡核心集中,使气泡长大。气泡来不及逸出时,就成为氢气孔。
笔者公司出现过一炉次的康明斯4B缸体气孔缺陷,而且流水号为相连的,为同一炉次浇注的铸件。解剖发现内部存在很明显的气孔(图3),调查发现该炉次铝的含量为0.0796%。
同时,又出现两炉次的铝含量异常的铸件,其炉前光谱样检验铝的含量分别为0.0392%和0.0414%。这两炉次的铸件没有任何缺陷,加工后渗漏废品也正常。
铝含量升高,主要是由于压块废钢中含有铝制品,在熔炼过程中使微量元素升高。为防止此类缺陷的再次出现,笔者公司规定了炉前铝的含量不超过0.0400%。
1.3碳化硅的使用
铸铁熔炼时加入碳化硅,对于灰铸铁,由于非平衡石墨的预孕育作用,可以提高共晶团大量形成与生长的温度(减小相对过冷度),有利于形成A型石墨;还可以因晶核数量增多,使片状石墨细小,提高石墨化程度减少白口倾向,从而提高力学性能。
在灰铁、球铁和可锻铸铁方面,都是通过SiC+FeO=Si+Fe+CO[1]这个反应,用SiC来降低FeO和MnO在渣中的含量,从而净化铁液。
由于碳化硅的熔点较高,加入碳化硅的时间是关键,如果加入太晚,碳化硅未全部进行熔解扩散,其中未熔融的碳化硅会以颗粒状的形态存在于铁液中,在铁液浇注后反而会形成渣眼;如果加入时间太长,铁液经过长时间的熔炼后,碳化硅所形成的形核也会慢慢消失,只能起到简单的增硅作用。因此建议,碳化硅的加入时间最好是在中频炉熔融1/3炉料时,并且炉料已经化清时加入,伴随着铁液的搅拌作用,碳化硅的扩散效果会更好。
笔者公司通过对比不加和加1%碳化硅的原铁液白口,检测三角试块对比(图4、图5),加入碳化硅的原铁液白口为6mm,不加碳化硅的原铁液白口为10mm。由于碳化硅经过一系列的冶金反应,反应产物中非平衡石墨可作为石墨生长的有效核心,降低了原铁液的白口倾向。
同时,碳化硅中含有69%的硅,可以用于灰铸铁熔炼时作为增硅用,由于其价格比硅铁要便宜,使用碳化硅还能够一定程度上降低生产成本。
1.4铁液的过热和高温静置
在一定范围内提高铁液的过热温度,延长高温静置的时间,都会导致铸铁的石墨及基体组织的细化,使铸铁强度提高;另外,高温铁液在一定的时间下静置,由于氧化渣的密度比铸铁的密度小,铁液中的氧化渣随着铁液的翻滚,会浮到铁液表面,通过出炉前扒渣处理,可以减少铁液中的氧化渣,净化铁液。但过热温度过高,以及过热时间过长,铁液中的核心就会消失,增大原铁液的白口倾向。笔者公司从2010年开始严格实施铁液过热工艺,经过长时间的探索和经验总结,认为感应电炉中,铁液的过热温度控制在1500℃-1530℃,过热时间为5分钟-10分钟为最佳,此时浇注的铸件石墨细小,组织致密。
2孕育处理
孕育处理的目的是增加形核核心、促进石墨化、降低白口倾向。现代化工厂,普遍采用出炉孕育加随流孕育两种孕育方式。
2.1出炉孕育
笔者公司出炉孕育是铁水出至转运包1/4时随流冲入硅锆孕育剂。锆在铁液中能生成ZrC、Al3Zr、ZrN,增加析出和细化奥氏体枝晶,增加石墨结晶核心促进铁液石墨化,促进稳定获得铁素体基体,提高铸铁的强度。
通过多次试验对比,采用硅锆孕育剂比采用硅钡孕育剂,铸件的本体强度、硬度要高,试验数据见表3。
硅锆孕育剂中的锆与氮反应生成氮化物降低铁液中的溶解氮,抑制孕育衰退减少氮气孔。废钢中有较多的氮,当使用增碳工艺时,废钢比例大,使用硅锆孕育剂,能够减少铁液因此产生的缺陷。
氮气孔缺陷,外观极易与缩松缺陷混淆,在加工厂检验时,通常以铸件裂纹和漏气的形式表现出来。解剖后发现,渗漏部位有裂隙状的缺陷,即使该缺陷在加工过程中没有被发现,在发动机的使用过程中,此处将成为裂纹源,随着发动机使用时间的延长,裂纹扩散将造成发动机缸体工作失效。
铸造分公司就曾将废钢比例增大至60%并采用硅钡孕育剂出炉孕育,铸件加工气密性检测时,渗漏废品高达3.3%,分析其主要就是由于氮气孔而引起的异常,后来用硅锆孕育剂代替硅钡孕育剂,渗漏废品降低至1%以下。
2.2随流孕育
孕育衰退是孕育处理过程不容忽视的问题,相比出炉孕育,随流孕育铁液温度较低且孕育时间延后,从而明显减少孕育衰退现象,提高孕育效果。对于致密性要求高的发动机缸体缸盖灰铸铁铸件,一般选择0.05%-0.1%的硅锶孕育剂。硅锶孕育剂能够有效促进共晶石墨化、减少铁液的白口,但不增加共晶团数,不增加铁液的缩松倾向,对降低铸件渗漏具有显著的作用。
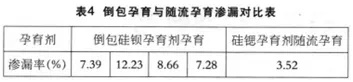
笔者公司2008年以前采用的是出炉孕育加倒包孕育两种孕育方式,孕育剂均为硅钡,生产的康明斯4B缸盖,渗漏废品率高达10%左右,后采用硅锶随流孕育后,渗漏废品率降低至3.52%,对比数据见表4。
2.3出炉补碳工艺
铸铁在熔融状态下并非单相液体,而是存在着未溶解石墨分子和渗碳体分子的多相体。如果长时间过热或频繁送电搅拌,铁液趋向于热力学平衡状态,未溶解的渗碳体和石墨集团被溶解,铁液中由于浓度起伏出现新的碳原子集团,这些碳原子集团可能以渗碳体型占多数,从而增加了铁液的白口倾向,铁液中有效的形核核减少,导致孕育的回应能力降低,冶金质量变差。
在长期的生产总结中,我们将熔炼时间与温度、碳含量的变化进行了数据统计(见表5、表6)。随着时间的加长、温度的升高、碳含量存在减少的趋势,而且有的与炉前相差达到0.10%以上。
为了减少由于长时间保温和送电,导致铁液中白口倾向增大和碳损失造成的副作用,在出炉时加入一定量的增碳剂进行预处理。其颗粒迅速扩散到铁液中,既可以弥补碳的烧损,又可以增加铁液中的形核核心,起到一部分孕育的作用,预处理用的增碳剂吸收率一般为70%-80%左右。
在同一炉次铁液中,通过出炉时加入0.06%增碳剂进行微调,检验其白口层宽度,并与该炉次不加增碳剂的铁液进行对比(试验时分别出第6包和第7包,2包铁水连续出炉)。表7列出了2种不同处理方式的实验数据,对比结果见图8、图9。
由此可见,随着感应电炉中铁液熔炼或保温时间的延长,铁液中的碳存在烧损现象,且白口倾向增大,孕育效果变差。
3结论
3.1冶金质量是生产优质铸件的根本保障,形核核心是衡量冶金质量的重要指标。
3.2感应电炉中加入一定量的碳化硅作为预处理剂,增加铁液中的形核核心,降低白口倾向,并且能减少铁液中的氧化渣,起到净化铁液的作用。
3.3生产合成铸铁时,一定要选用经过高温石墨化的增碳剂,并对废钢的来源进行严格管控。
3.4大量使用废钢,通过增碳工艺生产合成铸铁时,容易产生氮气孔,可以通过选用硅锆孕育剂来消除氮气孔的风险。
3.5出炉补碳工艺,不仅能稳定炉后碳的成分,更重要的是起到一定的孕育作用,增加了铁液中的石墨核心,降低铁液的白口倾向。




 /4
/4 






文章评论(0条评论)
登录后参与讨论