不同角度看失效机理的定义,确实完全不同,这点在阅读大量的材料以后,就可以看出来从芯片商、汽车电子模块Tie 1和整车企业的角度来看是不同的。
第一部分 芯片商的失效分析
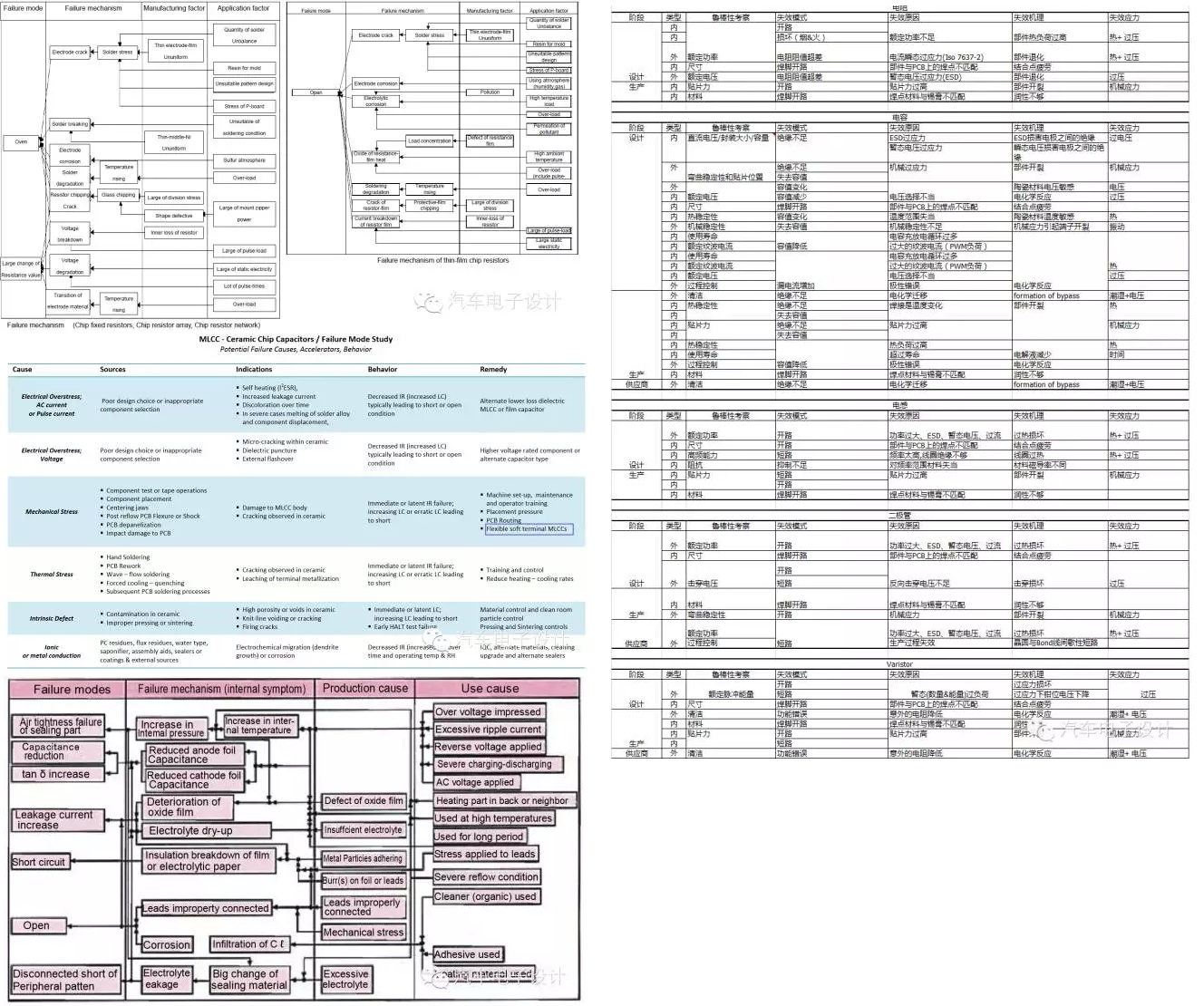
以下各图,是从器件的供应商那里整理得来的,它的产品是芯片和器件,所以从这个角度来看,既包括这个产品的材料,本身的加工与生产
1)贴片薄膜&厚膜电阻失效分析
看下面这个图,很大部分是电阻器件厂家对我们来说无用,需要进行筛选和过滤。
2)电容
a)陶瓷电容
b)电解电容
第二部分Tie1汽车电子模块使用过程中的失效分析
其次看Tie1的,这里选的是SAE和ZERI的Knowledge Base ECU RVKB Matrix文件,定义如下
* Failure Mode A failure mode is the effect by which a failure is observed to occur.
* Failure Cause A failure cause is defined as the specific process, design and/or environmental condition that initiated the failure, and whose removal will eliminate the failure.
* Failure Mechanism A failure mechanism is the specific process, by which physical, electrical, chemical and mechanical stresses act on materials to induce a failure.
* Failure Stressor The Type of Stress or combination of stress’s required to trigger the Failure mechanism
对于相关的被动器件我做了分类整理
1)这个表格分类内外,也就是内部器件选择失当,还是与环境匹配的问题
2)这个表格基本把损坏的失效模式给表达全了,如今再看后面这个表格就知道造成问题的原因,比如开路和短路是由不同的成因引起的,虽然概率上是一个比例和分配模式,但是需要去考察部件的Stress做推论
3)被动器件真是最简单的,麻烦是后续主动器件(IC)、PCB和连接
第三部分 整车EE验证工程师眼中的失效机理
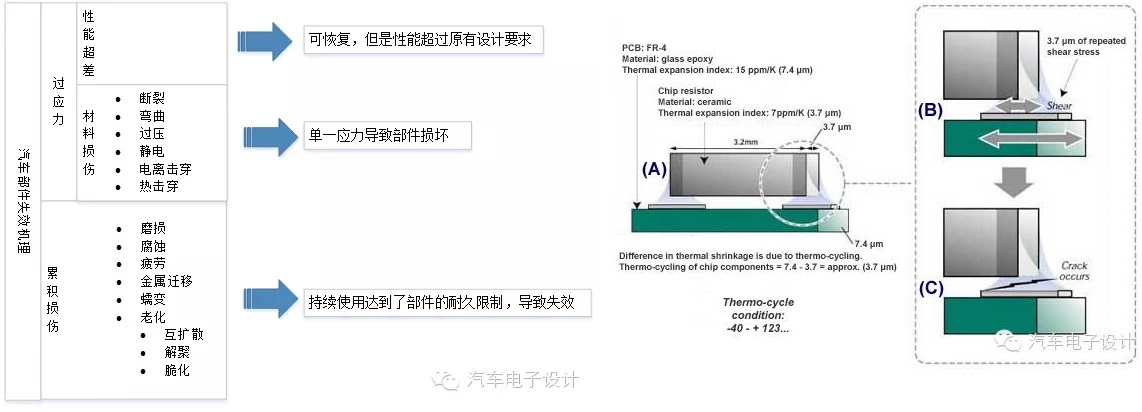
最后再看整车企业的,我有空一直在根据Larry老爷子的内容做整理,其实对于整车企业而言,主要还是不对这些底层的器件入手,而是抽象出来这些本质的造成破坏的东西。可以说把以上的表格进行新一层次的抽象
这里的每个词,其实都有相关的机理,比如疲劳里面的热疲劳。
热疲劳:
* 当温度变化产生,在两种热膨胀系数的接合材料之间的产生应力 <= 温度循环产生循环应力
* 热故障(无铅焊接尤甚) <= 两种材料CTE失配+粘结一起 <= 暴露于反复的温度循环
* 当物质的温度变化=》存储在原子之间的分子键的能量变化 =>存储能量增加=>分子键长度增加(固体因此产生热胀冷缩)
* 热膨胀系数=>温度变化的尺寸响应,这意味着该材料膨胀和收缩速率不同,如果它们彼此键合,一个应力可以打破键
对于好多都是电化学反应的事情,本质而言,我们还是需要认真搞懂并对此有理解。当某位博世的工程师来沙龙,聊起他的工作就是器件焊接的时候,你想想我们本土的供应商与这些Tie1的认知差距有多大。
小结:
1)数字会有很多欺骗性的效果,我知道了一个部件的失效率(平均无故障时间),知道了失效的分布,这些只是一个基础
2)构建在这些数据上的功能安全分析,最后的落实点还是机理分析和实验,这个话题比较无聊,下周我们仔细过一下《How to measure Lifetime for RV-Step-by-Step》来学习一下方法
3)设计工程师,想要真正做到产品里面去,光做个开环的设计是肯定不行的,需要不停的进入到产品本身里面去,你不可能依靠拍脑袋来选,也不能仅仅依靠分析,而是需要验证,需要数据积累的磨练




 /5
/5 







zhujun74_602010376 2015-10-31 15:29
zhujun74_602010376 2015-8-4 12:32