
1. 背景与核心理念
做硬件研发、PCB设计的工程师,大概率都踩过这些坑:图纸设计完美无瑕,仿真测试全部通过,满心欢喜发去打板贴片,结果批量生产直接翻车。要么BOM物料和PCB焊盘对不上,器件贴装偏移根本焊不上;要么丝印遮挡焊盘、Mark点缺失,SMT贴片机器识别不了;要么线宽线距不达标、钻孔间距违规,板厂直接反馈无法制程,反复改板重来;更有甚者,潜藏短路开路隐患,成品通电直接烧板,批量返工成本翻倍、项目工期直接延误。
其实绝大多数PCB量产翻车,从来都不是设计原理出错,而是DFM(Design for Manufacturability,可制造性设计)核查没做到位。很多工程师重电路原理设计、轻制程工艺校验,总觉得板厂会兜底、贴片厂会适配,殊不知设计端的微小疏漏,到了量产端都会变成不可逆的大问题。前期少做一次DFM全检,后期就要花十倍百倍的时间返工补锅。
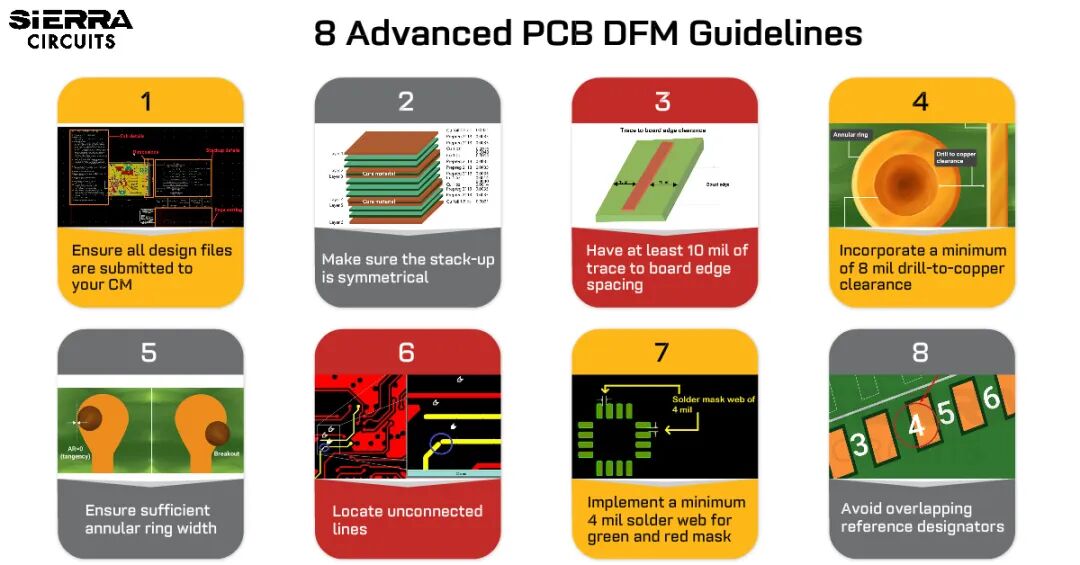
图1:PCB DFM设计指南涵盖了从设计文件提交、层叠对称性、线距边距、钻孔间隙到阻焊桥宽等八大核心要素。DFM核查的本质是在设计阶段提前识别并消除制造风险,而非将问题遗留到量产阶段。如图所示,每一项DFM规范都对应着具体的工艺参数要求,工程师需在Layout阶段即予以落实。
图片来源:Sierra Circuits / Zuken

图2:完整的DFM分析流程从PCB层叠结构分析、BOM文件验证、PCBA可制造性分析,到标准工艺检查、质量良率提升建议,形成闭环。如图中所示,DFM不仅是单一环节的检查,而是贯穿设计、采购、制造全流程的系统工程,涵盖层叠、线宽、钻孔、隔离距离、BOM验证、焊盘匹配、放置旋转、变异控制等多个维度。
图片来源:Wintech PCB Assembly
本章整理PCB设计出厂前必做的16项全维度DFM核查清单,覆盖设计验证、工艺制程、丝印标识、Mark点位、线宽线距、钻孔孔径、阻焊尺寸、电性能安全八大核心板块。如表1所示,16项核查按功能模块划分为八大类,每项核查均明确了核心技术标准、核查方法及责任岗位,便于工程团队对照执行。
表1 16项DFM核查清单总览2. 核心设计验证:从源头匹配,杜绝设计衔接隐患
PCB设计的根基,从来不是图纸画得好看,而是设计文件、BOM物料、原理图、网表数据完全闭环匹配。设计源头的参数错位,后续所有制程工艺做得再好也无济于事。
2.1 封装匹配性核查(核查项1)
核心技术标准要求BOM清单内所有物料型号、封装规格,必须与PCB板上对应的焊盘尺寸、封装参数完全一致,严禁出现器件选型更新、PCB焊盘设计滞后不匹配的情况。核查时直接对比BOM物料清单与PCB全套设计文件,由电子及PCB岗位双向对接确认,只要封装匹配无偏差即为合格,一旦出现尺寸不符、封装错位立即整改,从源头杜绝器件贴装焊接失效问题。
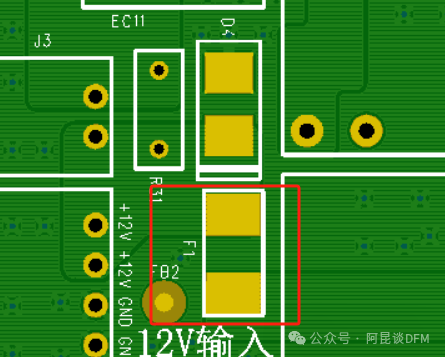
图3:封装不匹配是PCB量产中最常见的设计失误之一。如图所示,PCB焊盘设计与实际物料封装存在明显偏差,导致器件无法正确贴装。此类问题往往源于器件选型变更后PCB焊盘未及时同步更新。核查时必须建立BOM物料清单与PCB设计文件的交叉对照表,逐项核对每个位号对应的物料型号、封装代号、引脚数量及焊盘尺寸,确保物理封装与电气焊盘完全匹配。
图片来源:电子工程专辑 / 阿昆谈DFM
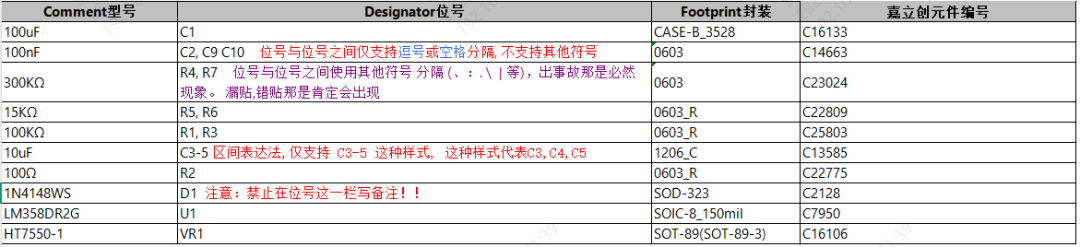
图4:规范的BOM物料清单应包含Comment型号、Designator位号、Footprint封装等关键字段。如图所示,每个位号对应唯一的封装代号,核查时需确保BOM中的封装信息与PCB版图中的焊盘封装一一对应。对于多源采购的器件,还需确认不同供应商的封装兼容性,避免因替代料封装差异导致贴装失效。
图片来源:嘉立创PCB

图5:焊盘设计问题不仅限于封装尺寸不匹配,还包括焊盘形状、间距、阻焊开窗等细节偏差。如图所示,器件本体与焊盘之间存在明显错位,这种偏差在回流焊过程中会导致焊料润湿不良、立碑、偏移等缺陷。封装匹配性核查应覆盖焊盘长宽、间距、阻焊扩展、钢网开口等全部参数。
图片来源:Wonderful PCB
2.2 网表一致性核查(核查项2)
原理图是电路逻辑核心,PCB是线路落地载体,两者必须完全同步无偏差。此项核查需导入最新版工程网表,精准比对原理图与PCB版图的线路连接、网络对应关系,杜绝出现改原理图未同步改PCB、改PCB未更新原理图的脱节问题,确保电路逻辑设计与PCB实物线路一一对应,规避隐性连线错误。
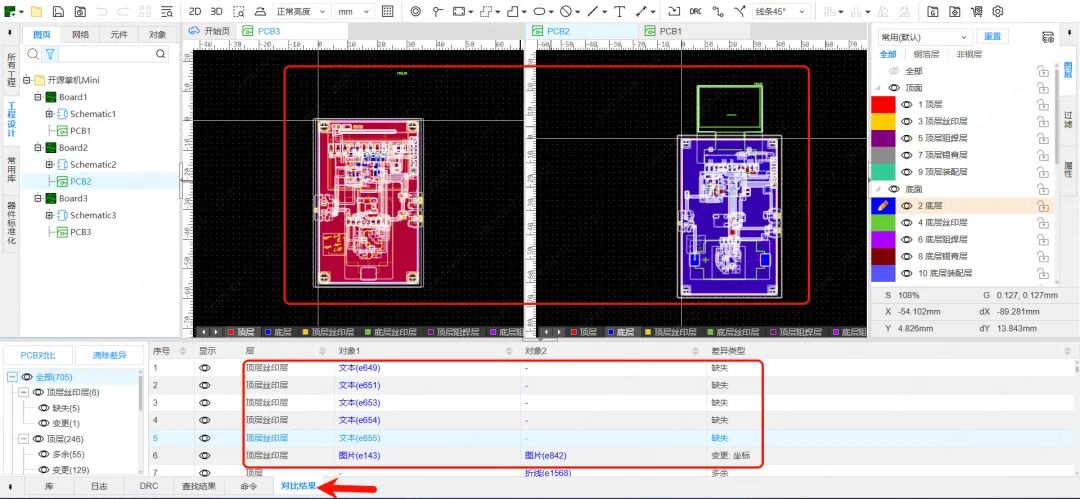
图6:网表一致性核查需利用EDA软件的PCB对比功能,自动检测原理图与PCB版图之间的差异。如图所示,对比工具可精确定位文本缺失、图层差异、器件变更等不一致项。在复杂项目中,原理图和PCB版图往往由不同工程师分阶段维护,极易出现修改不同步的情况,网表比对是确保电气连接一致性的关键保障。
图片来源:嘉立创EDA专业版用户指南
3. 工艺制程规范:贴合板厂能力,保障批量生产可行性
再好的设计,脱离板厂工艺能力都是空谈。工艺制程是PCB量产的核心基石,铜厚、表面处理两大关键参数,直接决定电路板耐用性、导电性和使用适配性,必须严格对照初始设计需求逐项核验。
3.1 铜厚参数核验(核查项3)
严格对照项目最初既定的设计需求说明,核对PCB板面铜箔厚度是否达标。铜厚不达标会导致电路载流不足、发热严重、线路烧断;铜厚过厚则会增加制程难度、提升生产成本。由PCB专项岗位对照设计原始需求文档逐一核对,确保铜厚参数适配产品功率及使用工况。
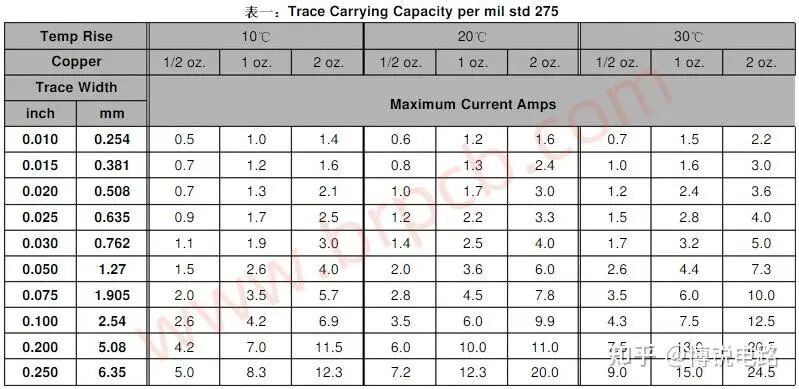
图7:铜厚、线宽与载流能力之间存在明确的定量关系。如图所示,不同铜厚(1/2 oz、1 oz、2 oz)和不同线宽下,PCB走线的最大载流能力可通过标准表格查询。铜厚核验时必须结合产品的实际工作电流和允许温升,反推所需的铜厚和线宽规格,确保在极限工况下线路不会因过热而烧毁。
图片来源:知乎 / 南勋电路
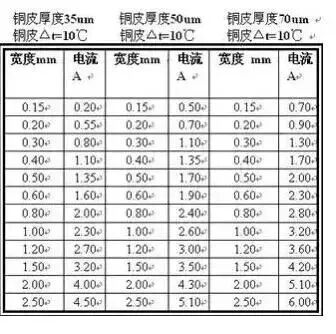
图8:铜厚参数的选择需综合考虑载流量、散热需求和阻抗控制。如图所示,在相同温升条件下,铜皮厚度35μm、50μm、70μm对应的线宽与电流承载能力存在显著差异。对于大电流电源线路,若铜厚不足,即使加宽线宽也可能无法满足载流需求,此时需考虑采用2 oz甚至更厚的铜箔,或在局部采用铺铜加厚工艺。
图片来源:电子工程专辑
3.2 表面处理工艺核查(核查项4)
根据产品实际使用场景、贴片焊接需求、后期使用环境,核查PCB表面处理工艺是否符合既定要求。无论是喷锡、沉金、沉银还是抗氧化工艺,都需匹配产品防潮、防腐、焊接牢固度需求,避免因表面处理选型不当,出现焊接虚焊、氧化腐蚀、使用寿命缩短等批量质量问题。
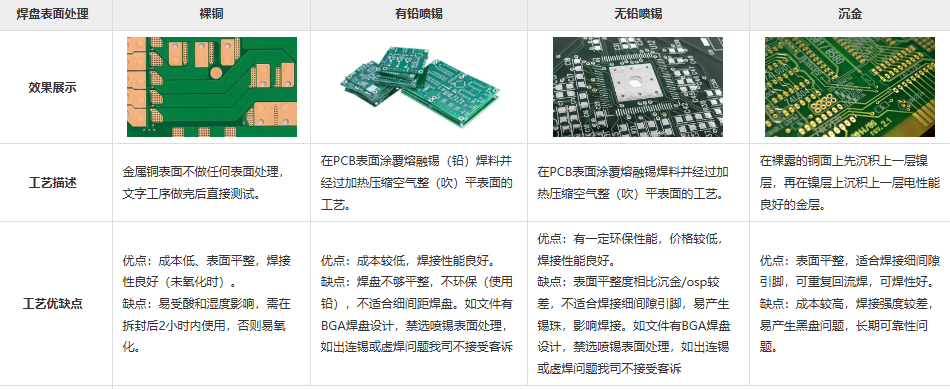
图9:PCB常见的表面处理工艺包括裸铜、有铅喷锡、无铅喷锡和沉金(ENIG),各有优缺点。如图所示,喷锡工艺成本低、焊接性好,但表面平整度较差,不适合细间距器件;沉金工艺表面平整、抗氧化性强,适合BGA等高密度贴装,但成本较高。表面处理工艺的选择必须匹配产品的实际使用场景和焊接需求。
图片来源:捷配PCB&PCBA智造服务平台

图10:喷锡(HASL)是最传统的PCB表面处理工艺,通过将PCB浸入熔融焊料中,再用热风吹平形成锡层。如图所示,喷锡板表面呈现典型的金属光泽,焊盘可焊性良好。但喷锡层厚度不均匀,对于细间距QFP和BGA器件,可能出现共面性不良导致虚焊。高湿高盐雾环境应优先选择沉金等耐腐蚀工艺。
图片来源:ResearchMFG / 工作狂人
4. 丝印标识核查:清晰规范,兼顾生产贴片与后期检修
丝印不是简单的装饰标识,而是SMT贴片生产、售后维修、产品溯源的关键指引。丝印不合格,轻则贴片作业困难,重则位号错乱、维修失误。
4.1 丝印可生产性检查(核查项5)
所有器件位号必须印刷清晰可辨,字符位置合理,严禁丝印字符覆盖焊盘、阻焊区域,避免影响贴片焊接作业。硬性工艺标准要求丝印字符线宽≥0.12mm,杜绝字符过细模糊不清、印刷残缺脱落问题。通过PCB实物检查搭配3D可视化查看双重核验,保障丝印生产适配性。
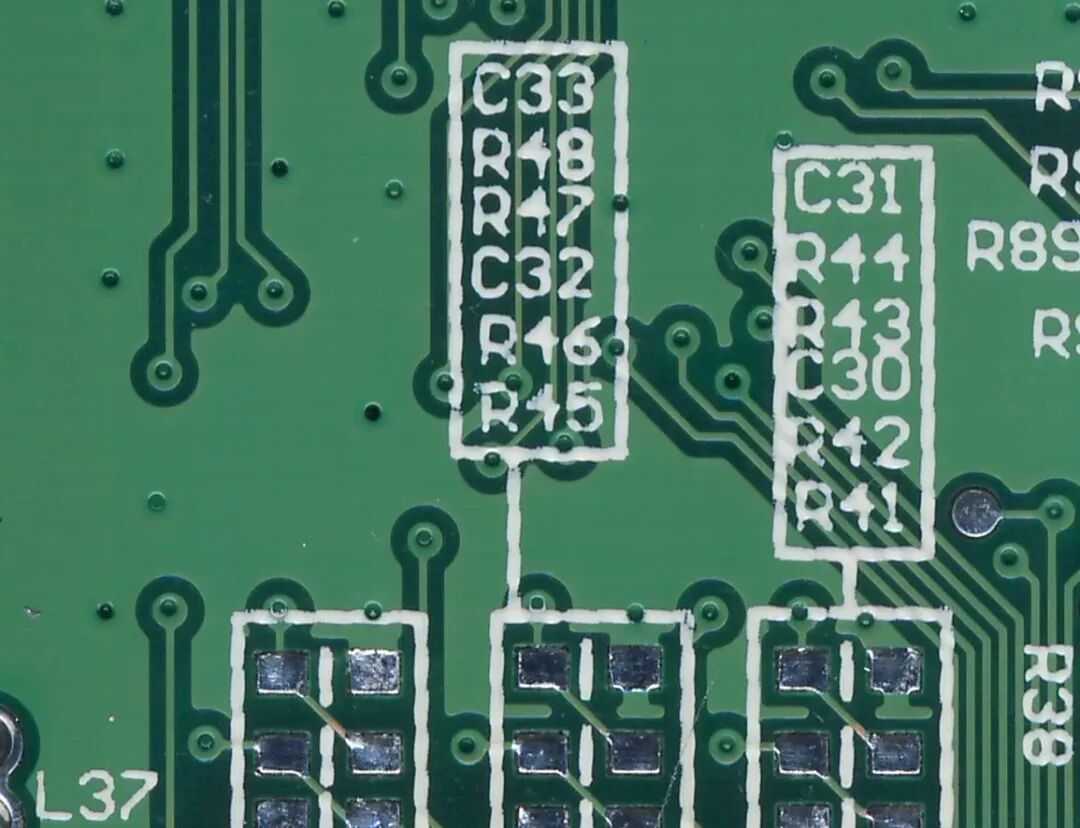
图11:规范的PCB丝印应确保所有器件位号清晰可辨、排版规整。如图所示,电阻、电容等器件的位号(R41~R48、C30~C33)排列整齐,字符线宽满足≥0.12mm的工艺要求,且未覆盖焊盘区域。丝印字符过细或位置不当,会导致SMT贴片机视觉识别困难,也会给后期手工焊接和维修带来障碍。
图片来源:PCB and Assembly
4.2 LOGO及功能说明丝印核查(核查项6)
产品所需LOGO、版本型号、极性标识、安装指示等关键必要丝印,必须清晰完整标注,标识位置醒目、印刷规范,既满足产品品牌标识需求,也为后期生产装配、检修调试提供明确指引,由电子及PCB岗位联合核验确认无误。
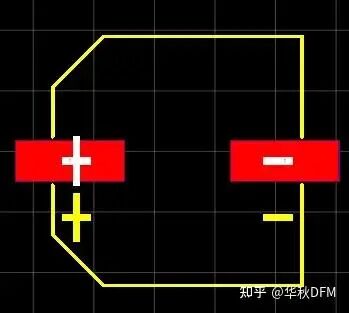
图12:极性标识是丝印中最关键的功能性标记之一。如图所示,PCB上通过"+""-"符号清晰标注了器件的极性方向,确保二极管、LED、电解电容等极性敏感器件在贴片时方向正确。一脚标识错误是最常见的SMT缺陷之一,对于电源芯片、MOSFET等器件,反贴可能导致器件瞬间烧毁甚至引发火灾。
图片来源:知乎 / 华秋DFM
5. 贴片配套关键点位:Mark点+位号,适配自动化贴片生产
现在PCB生产均为自动化SMT贴片,Mark定位点、器件一脚标识、位号标注,是机器精准识别、精准贴装的核心前提,细节不到位,自动化贴片根本无法正常作业。
5.1 Mark点合规添加核查(核查项7)
PCB板上只要有贴片器件的板面,必须按工艺标准规范添加Mark定位点。无Mark点或Mark点位置偏差、尺寸不达标,SMT贴片机无法精准定位板子,直接出现贴装偏移、漏贴、错贴问题。通过PCB板面实物检查结合gerber文件解析双重校验,确保Mark点合规有效。
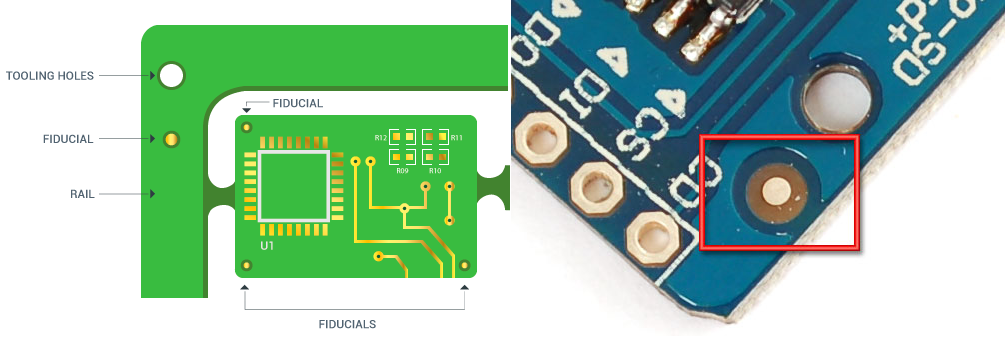
图13:Mark点(Fiducial Mark)是SMT贴片机进行光学定位的基准标记,通常设计为裸铜圆点,周围设置阻焊开窗。如图所示,全局Mark点应布置在PCB对角位置,局部Mark点可设置在BGA等高密度器件附近。Mark点直径通常为1.0mm,阻焊开窗直径为2.0~3.0mm,表面需保持平整、无丝印覆盖、无氧化污染。
图片来源:PCB Directory

图14:如图所示为PCB板角处的Mark点实物照片,可见Mark点为圆形裸铜区域,周围有清晰的阻焊开窗环。贴片机通过摄像头识别Mark点的中心坐标,建立板子的坐标系基准,进而精确计算每个器件的贴装位置。Mark点缺失或污染将直接导致坐标系建立失败,造成整板贴装偏移。
图片来源:PCBway

图15:现代SMT贴片生产线由锡膏印刷机、高速贴片机、多功能贴片机、回流焊炉、AOI检测设备等组成。如图所示,自动化产线对PCB的Mark点、丝印标识、器件位号有严格要求,任何设计缺陷都会在高速运转中被放大为批量质量问题。Mark点是整条产线精准作业的前提条件。
图片来源:云恒技术
5.2 一脚标识及位号规范核查(核查项8)
所有集成电路、极性器件、贴片核心器件的一脚极性标识必须标注准确、清晰醒目,器件位号排版规整、无错乱重叠。对照PCB板面及位号图纸双向检查,杜绝因一脚标识错误导致器件反贴、电路烧毁,从细节保障贴片焊接良品率。
6. 线路与测试点:兼顾工艺极限与后期检测维修
线宽线距决定PCB制程良率,测试点决定后期生产检测、故障排查效率,两项核心参数既要贴合板厂最小工艺能力,也要兼顾产品测试检修刚需。
6.1 线宽线距合规核查(核查项9)
硬性工艺红线:PCB线宽、线距必须≥板厂最小工艺能力,常规量产标准≥4mil,严禁为了压缩板面空间盲目缩小线宽线距,导致线路蚀刻断线、相邻线路短路、制程良率暴跌。通过PCB版面查看及gerber文件深度解析,严格守住工艺底线。
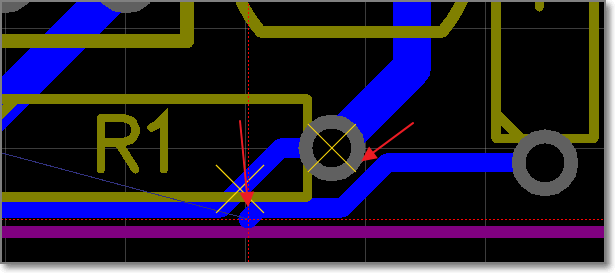
图16:设计规则检查(DRC)是线宽线距合规核查的核心工具。如图所示,EDA软件可自动检测走线间距违规、线宽不足、锐角走线等问题,并在版图中以高亮标记提示。工程师应在Layout完成后运行完整的DRC检查,确保所有线宽线距满足板厂工艺能力要求,常规量产标准不低于4mil(0.1mm)。
图片来源:嘉立创EDA标准版用户指南
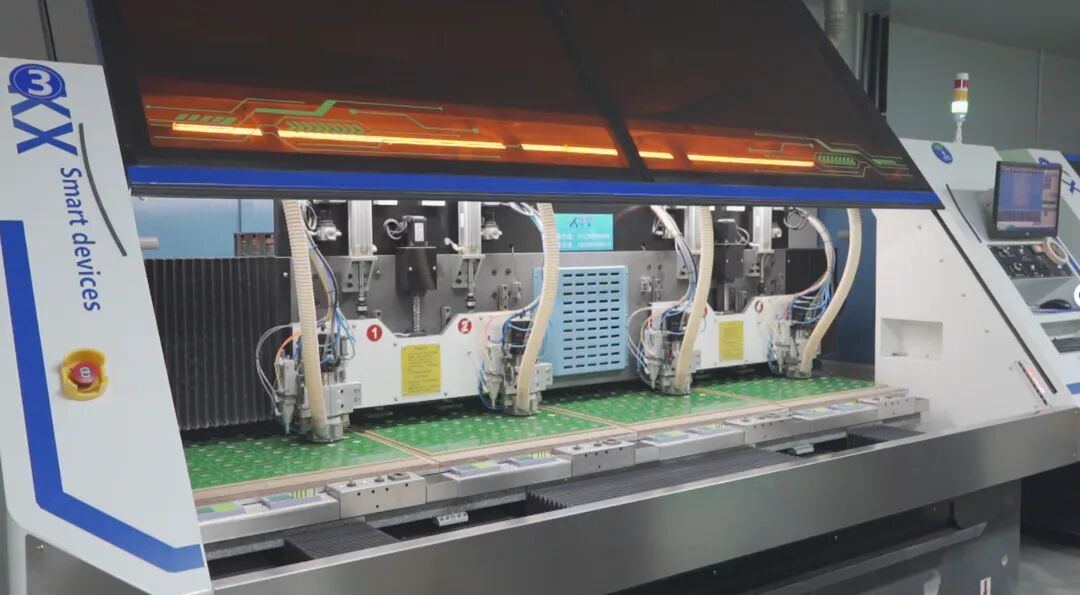
图17:线宽线距不仅影响制程良率,还直接关联高速信号的阻抗控制。如图所示,PCB工厂的高速钻孔设备和精密蚀刻工艺是保障细线宽线距加工能力的基础。对于高速信号线路,线宽偏差会导致阻抗失配,引发信号反射和串扰,因此线宽线距的合规性既是工艺问题,也是电气性能问题。
图片来源:深圳创盈辉电子
6.2 关键网络测试点布设核查(核查项10)
电源网络、接地网络、核心信号网络必须全部规范布设测试点,且测试点位置合理,确保探针可直接接触检测,无遮挡、无盲区。由电子岗位牵头核查设计文件,保障后期量产通电测试、故障点位排查便捷高效,无需反复拆板检测,大幅提升检修效率。

图18:ICT(在线测试)探针是PCB量产检测的核心工具。如图所示,测试探针通过接触PCB上的测试点,实现对每个网络节点的电气参数测量。测试点应选用标准圆形焊盘(通常直径≥1.0mm),位置应避开器件本体遮挡,确保测试探针可直接接触。缺乏测试点将迫使检测人员采用飞针测试或拆板检测,大幅降低效率。
图片来源:华荣华电子
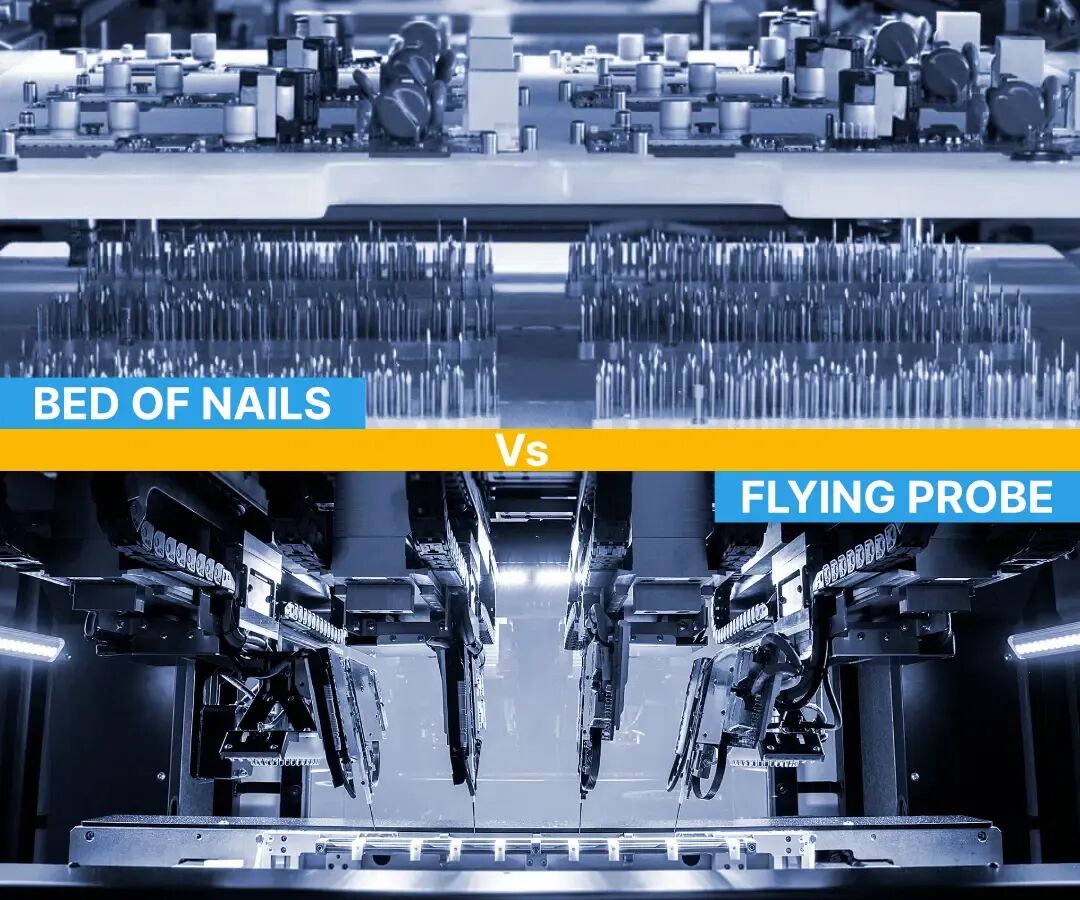
图19:PCB电性能测试主要分为针床测试(Bed of Nails)和飞针测试(Flying Probe)两种方式。如图所示,针床测试通过专用治具上的密集探针同时接触所有测试点,测试速度快、适合批量生产,但需提前制作治具;飞针测试通过移动探针逐点检测,无需治具、灵活性高,但测试速度较慢。无论采用何种方式,充足的测试点布设都是高效检测的前提。
图片来源:SPEA
7. 钻孔及线路孔位:严控孔工艺,杜绝结构与线路隐患
PCB钻孔是制程高发问题点,钻孔间距、盘中孔设置、钻孔层对位、悬空线孔,每一项都关乎PCB结构稳定性和电路安全性,细小孔位失误,极易引发短路、断板、制程报废。
7.1 通孔板钻孔间距及盘中孔核查(核查项11)
通孔板钻孔间距严格执行≥0.3mm工艺标准,通过规则校验加实际测量双重把控,避免钻孔间距过小导致板材裂板、孔位连通短路;全程禁止设计盘中孔,规避盘中孔带来的藏锡、短路、焊接不良隐患,通过规则设置及PCB实物直观查看确认。
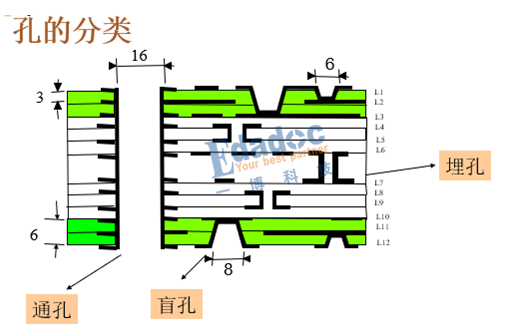
图20:PCB钻孔按结构可分为通孔、盲孔和埋孔三种类型。如图所示,通孔贯穿整个板厚,盲孔连接表层与内层,埋孔仅存在于内层之间。不同孔类型的加工工艺和成本差异显著,钻孔间距要求也因孔类型而异。通孔板钻孔间距必须≥0.3mm,以确保钻孔过程中板材不会因应力集中而裂板。
图片来源:知乎 / 一博科技
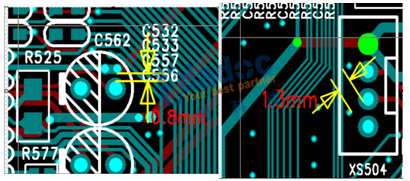
图21:钻孔间距违规是PCB设计中的常见隐患。如图所示,左侧孔间距仅0.8mm,右侧孔间距1.2mm,过近的孔位在钻孔和电镀过程中极易引发孔间连通短路或板材裂板。核查时应通过EDA软件的规则校验功能设置最小钻孔间距约束,并结合Gerber文件进行实际测量验证。
图片来源:知乎
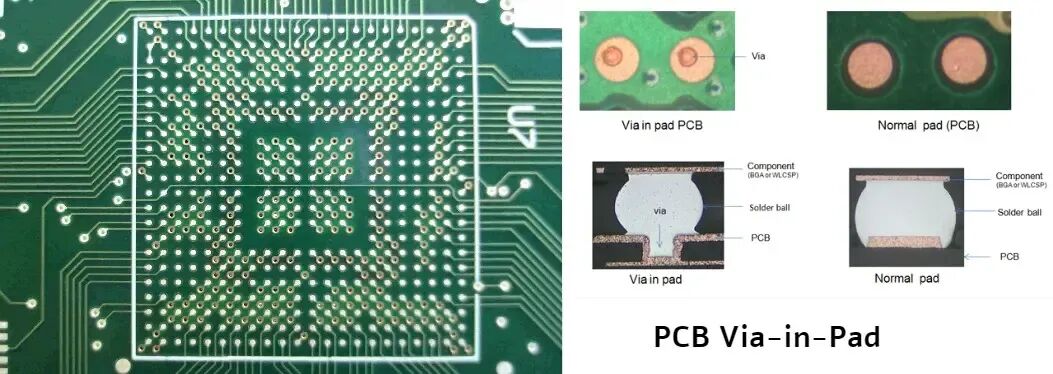
图22:盘中孔(Via in Pad)是指将过孔直接设计在器件焊盘上的结构。如图所示,左侧为盘中孔PCB的BGA焊盘,过孔位于焊盘中心;右侧为正常焊盘设计,过孔与焊盘分离。盘中孔会在焊接过程中藏锡(Solder Wicking),导致焊盘焊料不足形成虚焊,锡膏还可能溢出造成短路。常规量产中应严格禁止盘中孔设计。
图片来源:Hilelectronic
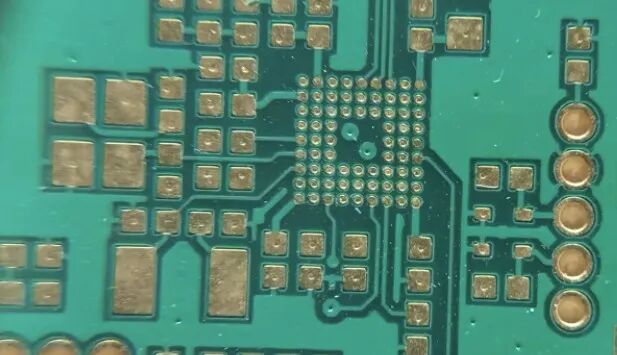
图23:如图所示为盘中孔设计的PCB实物照片,可见BGA焊盘区域密集分布着大量过孔。这种设计虽然可以节省布线空间、改善信号完整性,但在常规喷锡或沉金工艺下,过孔内的锡膏在回流焊时会被吸走,导致焊球与焊盘之间的有效焊料不足,极易产生虚焊和开路。若必须使用盘中孔,应采用树脂塞孔+电镀填孔等特殊工艺。
图片来源:998PCB / 深泽多层电路
7.2 NC_route层与钻孔层对位核查(核查项12)
核对NC_route工艺层与钻孔层参数、位置完全一致,杜绝层位错位、参数偏差,避免钻孔加工出现偏孔、错孔、漏孔问题,依托PCB板面检查及gerber文件解析,确保钻孔加工精准无误。

图24:NC_route层定义了PCB的外形轮廓和槽孔加工路径,由数控铣床配合精密铣刀完成。如图所示,不同规格的PCB铣刀适用于不同厚度和材料的板子。NC_route层与钻孔层的坐标必须完全一致,任何错位都会导致外形加工偏差、安装孔位置错误或槽孔尺寸不符,直接影响PCB与整机的装配适配性。
图片来源:Tinh Hà
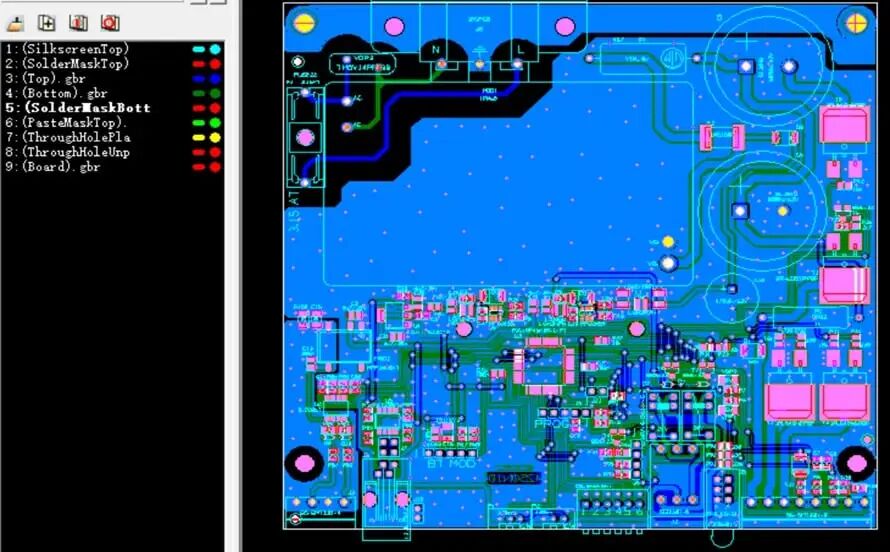
图25:Gerber文件是PCB制造的通用数据格式,包含各层图形信息。如图所示,Gerber查看器可逐层显示丝印层、阻焊层、线路层、钻孔层等数据。NC_route层与钻孔层的对位核查应在Gerber查看器中将两层叠加比对,确认外形轮廓完全重合、定位孔位置一致、槽孔尺寸匹配,排除坐标系偏移或单位换算错误。
图片来源:Viasion
7.3 悬空线孔清零核查(核查项13)
PCB板面严禁存在任何悬空线孔,悬空线孔极易积攒锡渣、引发隐性短路,长期使用还会出现线路断路故障。逐一核查gerber文件及PCB版面,确保所有线孔均合理连通或规范处理,无闲置悬空隐患。
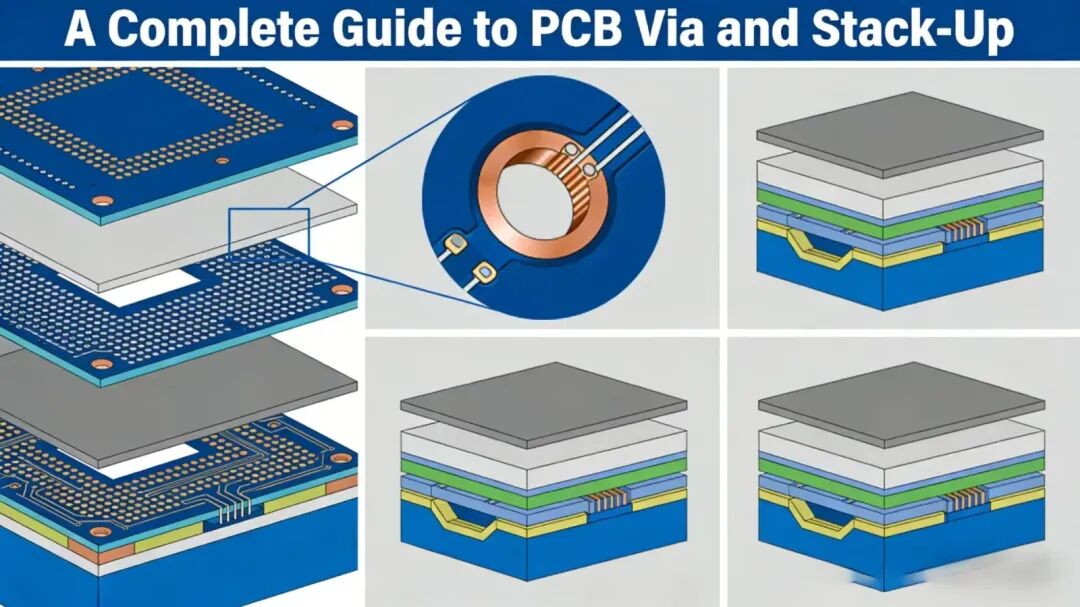
图26:如图所示为PCB过孔及层叠结构的完整示意图,展示了通孔、盲孔、埋孔在不同层叠结构中的分布方式。悬空线孔(Stub Via)是指一端未连接到任何线路网络的孤立过孔,这类过孔内部容易积攒锡渣或助焊剂残留,引发隐性短路;在热胀冷缩和机械振动下还可能出现孔壁断裂。核查时应确保所有过孔均合理连通到对应网络。
图片来源:GreatPCB
8. 阻焊与关键尺寸:结构适配,保障装配贴合度
阻焊露铜关系焊接和防护效果,关键尺寸公差关系整机装配适配性,结构与防护双达标,PCB才能适配整机组装和长期使用。
8.1 阻焊层露铜规范核查(核查项14)
PCB结构所需露铜区域按需合理设置,露铜位置、尺寸精准合规,无多余露铜引发短路风险,也无该露铜未露导致焊接、散热不良问题,通过PCB检查及3D可视化查看,兼顾防护性能与生产焊接需求。
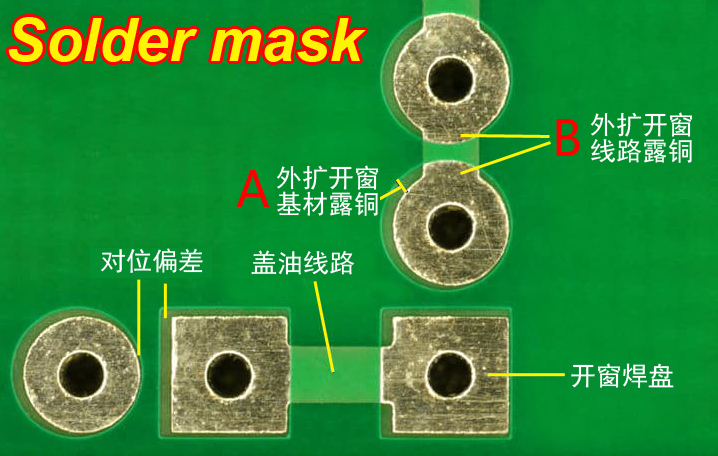
图27:阻焊层(Solder Mask)的开窗设计直接决定了露铜区域的准确性。如图所示,外扩开窗可能导致基材露铜或线路露铜,对位偏差会造成盖油线路暴露,而开窗焊盘则需确保阻焊油墨完全避让。合理的阻焊开窗应精确控制扩展量,既保证焊盘完全露铜以利焊接,又避免相邻线路因阻焊桥断裂而短路。
图片来源:嘉立创PCB

图28:金手指(Gold Finger)是PCB边缘的金属接触区域,需要精确露铜并电镀硬金以保障插拔可靠性。如图所示,金手指区域的阻焊开窗必须边界整齐、尺寸精准,确保每一根金手指独立绝缘、接触良好。多余露铜会造成相邻金手指短路,露铜不足则导致接触不良。此类精密接触区域是阻焊露铜核查的重中之重。
图片来源:嘉立创PCB
8.2 关键尺寸公差核验(核查项15)
PCB所有安装孔、定位孔、外形轮廓、对接卡位等关键尺寸,公差必须符合可生产、可装配标准,严格对照整机结构图纸比对核验,避免尺寸偏差导致PCB无法装机、装配错位,由电子及PCB岗位联合把关,保障整机装配无缝贴合。
图29:PCB的安装孔、定位孔和外形轮廓必须与整机结构图纸精确匹配。如图所示,一块典型的多层PCB板上分布着多个安装孔和定位孔,用于与机壳、散热器、屏蔽罩等结构件配合。尺寸偏差哪怕仅有0.1mm,也可能导致螺丝无法锁附、连接器无法对位或板子无法装入机壳。关键尺寸公差核验是保障整机装配无缝贴合的最后防线。
图片来源:SQPCB
图30:如图所示为一块典型的四层PCB板,包含BGA封装、DDR金手指和多种连接器。此类高密度板的尺寸公差要求更为严格,BGA焊盘与PCB板边的距离、金手指伸出长度、连接器定位孔间距等关键尺寸,都必须在设计阶段与结构工程师充分沟通并严格核验,确保与整机结构完美适配。
图片来源:捷配PCB&PCBA
9. 电性能终极核验:堵住短路开路风险,守住通电安全底线
所有外观、工艺、结构核查完成后,必须做电性能终极检测,这是PCB量产前最后一道安全防线,核心排查短路、开路两大致命隐患。
9.1 电性能终极检测(核查项16)
通过DFM专业软件导入数据,对照IPC行业通用工艺标准全面比对校验,精准排查隐性短路、虚开路问题,确保PCB通电后性能稳定,无烧板、漏电、信号异常等故障,量产通电零风险。
飞针测试(Flying Probe Test)是PCB电性能检测的重要手段。如图所示,多支精密探针在程序控制下快速移动到各测试点位置,进行开短路测试、电阻测试、电容测试等电气参数测量。飞针测试无需制作专用治具,灵活性高,特别适合小批量、多品种或研发阶段的PCB检测,是电性能终极核验的高效工具。
图片来源:SPEA
短路是PCB最严重的电气缺陷之一,可能由设计端线距不足、阻焊桥断裂引起,也可能在焊接过程中因锡膏过多形成桥接(Solder Bridging)。如图所示,手工焊接时若焊料控制不当,极易在相邻引脚间形成焊桥。电性能检测通过测量相邻网络之间的绝缘电阻,可在通电前精准发现此类短路隐患,避免成品烧板。
图片来源:Wonderful PCB

图33:AOI(Automatic Optical Inspection,自动光学检测)是SMT产线的重要质量管控环节。如图所示,AOI设备通过高分辨率摄像头扫描PCB表面,利用图像比对算法自动识别焊接缺陷、器件缺失、极性反向等问题。虽然AOI主要检测外观和焊接质量,但其检测结果与电性能测试数据相结合,可形成完整的质量追溯体系。
图片来源:厦门新明PCBA
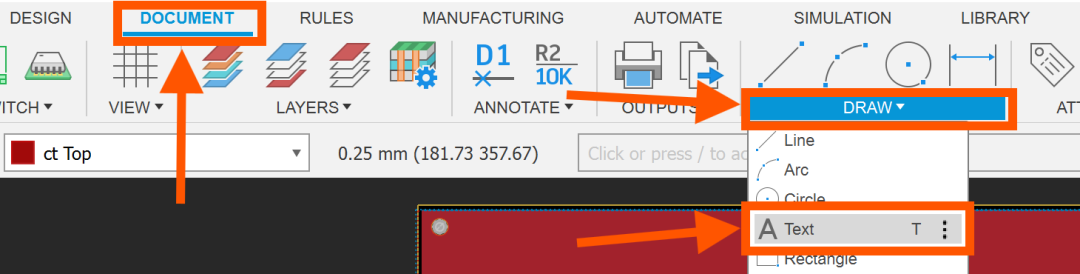
图34:电性能终极检测的数据基础是完整准确的Gerber文件和钻孔文件。如图所示,在Fusion Electronics等EDA软件中,需通过DOCUMENT → OUTPUTS → DRAW路径导出各层Gerber数据。DFM专业软件(如Valor、Cam350、华秋DFM)导入这些文件后,自动执行开短路检测、间距违规检测、阻抗一致性检测等,为电性能核验提供数据支撑。
图片来源:Autodesk

图35:测试探针的选型直接影响电性能检测的可靠性。如图所示,不同规格的测试探针(如SP-100系列)适用于不同尺寸的测试点和测试频率。探针的弹簧压力、接触电阻、使用寿命等参数需与测试点设计相匹配。电性能终极检测不仅依赖先进的测试设备,更需要设计端提供充足、规范、可接触的测试点作为物理基础。
图片来源:华荣华电子
10. 总结与实施建议
PCB设计研发,七分设计原理,三分DFM核查。不要等打板返工、量产翻车才后悔细节没做到位,也不要觉得DFM核查麻烦、浪费时间。对照这份16项完整版核查清单,电子设计、PCB Layout岗位各司其职,逐项核对、逐项判定OK/NG,设计定稿前多花半小时核查,就能省下后续改板、返工、售后赔付的巨额成本,项目进度不延误、量产品质有保障。
16项DFM核查速查口诀:
封装网表先对齐,铜厚表面要合规。
丝印清晰不盖盘,Mark位号莫错位。
线宽线距守底线,测试点全好检修。
钻孔间距禁盘中,层位对位悬空清。
阻焊露铜按需设,尺寸公差合结构。
电性能检守底线,量产通电零风险。
建议所有硬件研发、PCB设计团队建立标准化的DFM核查流程:将16项核查清单纳入设计评审的必检项目;为每项核查指定明确的责任岗位和复核岗位,形成双人确认机制;建立核查记录表,逐项记录核查结果(OK/NG),NG项必须闭环整改后方可发板;定期复盘量产问题,持续优化和补充核查清单,形成团队知识沉淀;结合DFM自动化软件提升检测效率和覆盖率,但不可完全替代人工专业判断。
本书内容基于PCB行业通用工艺标准及工程实践经验整理,图片来源于互联网公开资源,仅供学习参考。


 0
0








