
引言
随着经济发展和人民生活水平的提高,消费者对产品的需求和品质的要求不断提高[1]。这就需要产品的加工精度越来越高,并且加工周期越来越短。本设计中的裁床主要是针对服装等相关行业的软性材料裁剪,国内在该方面自动化程度不高,生产效率低,在劳动力成本不断提高的情况下,急切需要提高自动化程度。目前先进的CAD/CAM系统基本被国外的公司占据,较著名的公司有美国的Gerber公司和法国的力克公司,进口设备昂贵,维护维修成本高,中国的服装企业急需性价比高的裁床。
1 数据处理系统功能分析
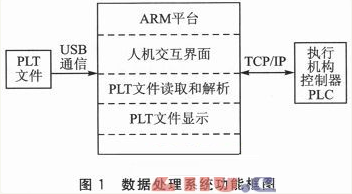
数据处理系统主要包括PLT文件数据处理模块和通信模块。为了保证系统有较好的数据处理能力,系统以ARM CortexA8处理器为核心,嵌入式操作系统使用微软公司的Windows CE6.0。系统需要从移动存储设备获取PLT文件,目前主流的移动存储设备都是USB接口,因此需要系统具备USB通信功能。数据处理系统需要跟执行机构控制器PLC进行通信,由于数据量较大,采用TCP/IP通信比较合理,其功能框图如图1所示。
2 PLT文件解析及优化设计
PLT文件包含图形向量信息,原本是用于用户喷图打印的[2]。在本系统中,PLT文件被用来存放裁床裁片轮廓边界点的坐标信息和刀笔的操作信息。从存储设备中读取的文件数据量较大,包含很多命令。如果将这些数据直接传送到PLC,无疑会增加数据传输量,并且需要PLC增加数据处理和计算的过程,影响系统的实时性。因此,在数据处理系统中将PLT文件数据先进行处理,并且进行适当的优化,从而减少数据量,提高PLC处理的实时性。
2.1 PLT文件解析
数据处理系统读入的文件是PLT文件,PLT文件源自于HP公司,最初主要用于打印机指令文件。其命令用来描述2D图形信息,采用ASCII码来表示,其内容只包含图形的线条信息。而裁床在裁割过程中裁刀行走的路径也是由许多线段组成的,因此用PLT文件来描述和存储裁床裁片形状的信息是非常合适的。
PLT文件中的一条 PLT指令由命令加参数的方式组成,分号表示该条指令结束。一条指令可以有多个参数,参数之间以逗号分开。其常用指令如表1所列。
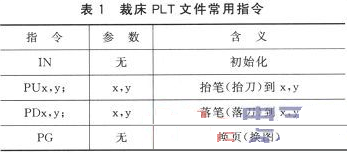
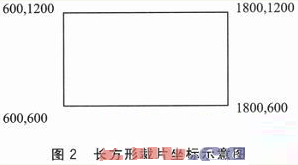
下面以裁割长方形裁片为例,说明裁床PLT文件的格式。设定裁床的左下角为坐标原点,长方形裁片位于原点的右上角,其坐标点如图2所示,则该图形在PLT文件中的数据应该为“IN; SP1; PU600, 600; PD600, 1 200; PD1 800, 1 200; PD1 800, 600; PD600, 600; PU; PG;”。PLT文件中的长度与实际的长度单位换算关系:40个PLT文件中的单位=1 mm。
由于执行机构控制器PLC的存储空间有限,数据处理系统应尽可能地减少数据总量。在实际的加工过程中,PLC需要的是加工过程中的坐标点值,只要上下位机之间制定合理的协议,就可以将PLT文件中的命令去除,直接将坐标点发送到PLC。这样既有利于节约下位机的存储空间,而且也能减少下位机的运算过程。上下位机约定每一个坐标值的x和y数值的长度都为16位二进制数。那么裁床最大的有效裁割长度和宽度为65 536/40=1 638.4 mm,足够普通的裁床使用。
2.2 PLT文件优化处理
裁床裁片的PLT文件主要有两种来源:一是通过工业相机采集服装样片的图像,经过图像处理提取样片轮廓的数字信息,并通过二次曲线拟合原始的边界点序列产生轮廓的矢量图,再将拟合曲线离散化并产生PLT文件[3];二是通过CAD软件产生。第一种来源的数据目的性强,因此会考虑到实际应用场合,尽可能地将数据精简;而由CAD软件产生的PLT文件并不一定会考虑文件的具体应用对精度的不同要求,产生的PLT文件一般是固定的。服装行业对精度的要求一般来说没有机械零件对精度的要求高。在裁床设备中,这些PLT文件中可能会存在大量的冗余数据,增加了数据总量。另外这些数据肯定相近的是坐标点,这会造成裁床在实际裁割过程中需要不断频繁地加减速,对设备刚度会提出较高的要求,对电机的性能也是不小的考验。
PLT文件的优化思路:通过三次B样条拟合由CAD产生的PLT文件中的坐标点,获得裁床裁片的轮廓曲线,并采用直线逼近法用微小线段拟合曲线,从而重新优化刀具加工点,减少数据量。
在实际编程实现B样条曲线时,多使用deBoor定义。将参数t固定在区间[tj,tj+1],则deBoor算法推导如下:
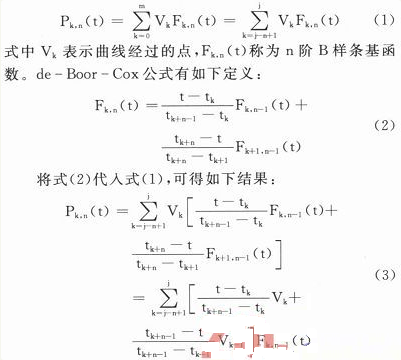
式(3)表示一条曲线P (t)从K 阶B样条表示到K-1阶B样条表示的递推公式。在程序中不断地调用该公式,可以得到拟合的曲线。
裁床的刀头在伺服电机的带动下容易实现直线段组成的路径,而不容易直接走曲线。因此将PLT文件中的数据通过上述算法重新拟合之后,还需要通过直线拟合的方式重新获取路径坐标点,在加工误差允许范围内,尽可能地减少数据量。直线拟合的思路如下:在曲线上有N个坐标点,用Kij(1<i,j<n)表示i点和j点形成的直线斜率。
① 求出第1点和第2点之间的斜率K12。
② 求出第1点和第j(j>2)点的斜率K1j,每求出一个K1j就跟K12进行比较。如果差值小于设定的误差值,则返回第二步继续求下一个K1j,否则进入第3步。
③ 回溯到j-1点的坐标值,此时用直线连接第1点和第j-1点形成的线段可满足精度要求。
④ 如果j-1<n,将j-1作为第1点,返回执行第1步,否则结束拟合。
拟合完成后,将形成优化后的PLT文件。此文件中的数据将作为发送到PLC和在人机界面上显示加工轨迹的数据。
2.3 裁片加工轨迹的显示
裁床控制系统的上位机人机界面中,一般都有显示裁片形状(加工轨迹)的功能。该功能的主要作用有两个:让操作者能方便快速地知道加载的PLT文件是否为当前需要加工的数据文件,避免由于选择错误的加工数据而造成材料浪费;裁片的排料对服装企业的材料利用率影响较大,通过裁片加工轨迹的显示,使用者能直观地知道此数据文件中的数据在排料方面是否合理。
数据处理系统采用的是WinCE 6.0嵌入式操作系统,在此系统中开发应用软件可以采用微软公司提供的Visual Studio 2005集成开发环境。在程序中将PLT文件的坐标值按比例转换后,通过MFC中的画直线函数,把各坐标点按照既定的规则用直线段连接,从而在人机界面中显示裁片加工轨迹。为了方便用户直观地了解裁片大致尺寸,在显示页面中加入了坐标尺。裁片显示界面及其测试效果如图3所示。
3 通信功能的实现
数据处理系统与外部的通信有两部分:一是从移动存储设备中获取包含裁片加工信息的USB通信;二是与下位机PLC之间的TCP/IP通信。
USB设备分为SLAVE(从设备)和HOST(主设备),只有当一台HOST与一台SLAVE连接时才能实现数据的传输[4]。简单地说,如果一个设备支持USB HOST,它就可以从另外一个USB设备中取得数据。裁床数据处理系统需要从外部移动存储设备中读取数据,因此必须具备HOST功能。
数据处理系统与下位机之间采用TCP/IP通信,根据实际数据收发的需要,程序中创建了两个端口号。端口号6000用于收发裁片信息数据,端口号6001用于收发设置的参数以及相关监控信息等。上位机软件作为客户端,要根据PLC的通信端口配置设置IP和端口号。PLC作为服务器端,打开端口并等待上位机连接,连接成功后等待接收数据。如果收到的是裁片信息数据,则保存数据;如果接收到的是设置参数的数据,则根据约定的通信协议来作相应的转换和处理。具体通信协议如下:
① 工作参数设置头标志:“PR”,设定的参数数据长度不定,以分号来判断参数的长度。格式如下:

② 系统工作参数设置头标志:“SPR”,设定的参数数据长度不定,以分号来判断参数的长度。格式如下:

③ 警报消息接收头标志:“WN”,每个警报用1位表示,0表示正常,1表示警报。格式如下:

④ 开机时向PLC询问上次保存的参数:发送“ASK”。软件“开始”控制:发送“STR”。
结语
采用嵌入式系统来实现裁床的数据处理功能,预期效果良好。相对传统的控制系统来说,此方案移动性强、性价比高。将排料软件与数据处理软件分开,有利于缩短开发周期,降低软件维护和升级的成本。


 0
0








