
摘要:
综述了集成电路互连引线的发展历史以及研究进展,从最初的铝互连引线到现在主流的铜互连引线,再到下一代碳纳米管互连引线。首先,介绍了铝作为互连引线材料的优点与其所存在的缺陷及改进方法,例如电迁移现象等问题的形成原因以及相应的克服方法。然后,探究了铜在互连方面的相关性质,分析了铜取代铝作为互连线材料的原因,并重点研究了制备铜互连线的双镶嵌工艺流程以及相关技术。最后,指出了铜互连线发展中存在的问题,讨论了碳纳米管作为下一代互连引线材料所具有的优势及其所面临的挑战,介绍了碳纳米管电子器件装配以及焊接的相关技术。
0 引言
集成电路(IC)互连技术是将同一芯片内各个独立的元器件通过一定的方式,连接成具有一定功能的电路模块的技术。自从集成电路互连技术产生以后,因其高度集成的特点,生产的电路芯片体积小、质量轻、寿命长、便于量产、造价便宜,从而成为主流技术,并得到了快速的发展。随着人们需求的增加,集成电路的集成度要求也越来越高,根据摩尔定律,集成电路芯片上所集成的电路的数目,每隔18个月就翻一倍,然而近几年这种增长趋势已经放缓,集成电路互连技术的发展速度较之过去正在减慢,为了满足人们的需求,进一步推动集成电路互连技术的发展至关重要。
1 铝互连
1.1 铝互连线的优点
因为集成电路高度集成的特性,集成电路互连引线需要具有较小的电阻率以及易于沉积和刻蚀,为了满足集成电路进一步的发展,还要具有良好的抗电迁移特性,而金属铝在室温下的电阻率仅为2.65μΩ·cm,与n+,p+硅或多晶硅的欧姆接触电阻可低至10-6Ω/cm2,并且与硅和磷硅玻璃的附着性很好,易于沉积与刻蚀。由于上述优点,铝成为集成电路中最早使用的互连金属材料。
1.2 铝互连线的缺陷
随着对于集成电路特征尺寸要求的不断降低,铝互连线也暴露出许多缺陷,其中最突出的就是尖楔现象和电迁移现象。
铝互连线会出现尖楔现象,现阶段主要应用的半导体材料为硅,铝在硅中的溶解度非常低,而硅在铝中的溶解度却非常高,由于这一物理现象,导致了集成电路淀积在硅片上的铝与硅接触时硅会溶于铝中而产生裂缝,铝原子进入裂缝形成尖楔,从而导致p-n结失效,即铝的尖楔问题。为了避免尖楔问题,主要采用制备铝硅合金互连线、在铝互连线与硅片之间淀积阻挡层以及淀积铝之前在硅基底上淀积一层磷或砷对多晶硅进行掺杂以降低硅在铝中的溶解度等方法,但这些方法也都存在不少缺陷,采用铝硅合金制备的互连线会出现硅的分凝问题,即在较高的退火温度时溶解在铝中的硅,在冷却过程中又从铝中析出,造成引线失效、键合困难等问题,而后两种方法则又需要淀积一层磷、砷或者阻挡层材料,大大增加了工艺的复杂程度。
铝互连线存在的另一个问题就是电迁移现象,电迁移现象是一种在大电流密度作用下的质量输运现象。金属原子沿电子流动方向进行迁移,结果在一个方向形成空洞,而在另一个方向则由于金属原子的堆积形成小丘。空洞的形成使互连引线开路或断裂,而金属原子的堆积会造成集成电路互连线之间的短路。电迁移现象是所有金属互连线工艺都必须要解决的问题,最早的方法是使用铝铜合金代替纯铝,I.A.Blech的研究发现铝互连线的铝原子漂移速度随着铝互连线宽度的降低而降低,直至消失或者降到一个很小的值,E.Arzt等人以及K.Kusuyama等人研究表明铝互连线不同的结构形状也会对电迁移失效产生至关重要的影响,因此通过优化铝互连线结构的方法也可以有效降低电迁移效应,最普遍的是采用竹节结构,此时金属线的活化能最低,平均失效时间最短。
不管采用何种方法,都只是一定程度地缓解这两方面的问题,并且使得加工工艺更复杂,增加制作成本,随着集成电路特征尺寸的不断减小,铝互连线的电迁移现象越发明显。金属布线电阻(R)公式为
R=ρL/(Wd)(1)
式中:ρ为金属电阻率;L,W和d分别为布线的长、宽和厚度,因器件的不断细微化,宽度和厚度在不断减小,而长度随集成度的增加必然会越来越长,可以看出信号延迟问题会日益凸显,所以铝互连线的可靠性问题以及RC延迟问题成为了制约集成电路技术发展的主要矛盾,而根本性的解决方法就是寻求性能更加优异的互连金属材料。
2 铜互连
铜是在铝之后的互连金属的热门研究对象。铜具有比铝低的电阻率(铜为1.7μΩ·cm)以及较高的熔点,载流能力远强于铝,同时有着较好的抗电迁移特性,E.F.Ogawa等人对铜的电迁移失效问题进行了详细的研究,与传统蚀刻法制备的铝互连线相比较,铜互连线具有更高的可靠性与抗电迁移特性。
2.1 铜互连工艺
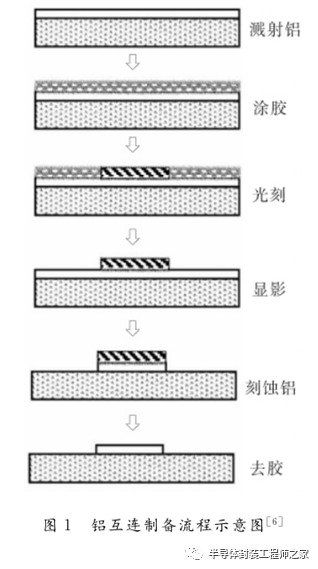
铜和铝在性质上有着很大不同:对于铝互连,通常用反应离子刻蚀工艺来刻蚀铝引线,如图1所示。但铜因缺少合适的干法刻蚀等离子体而不易使用反应离子刻蚀工艺;同时铜在硅和二氧化硅中的扩散速度较快,而铜一旦扩散进入硅器件中势必会影响器件的性能,所以需要在二者之间增加一层阻挡层,既可以阻挡铜扩散到硅器件,还能增加铜与介电材料的黏附性能。
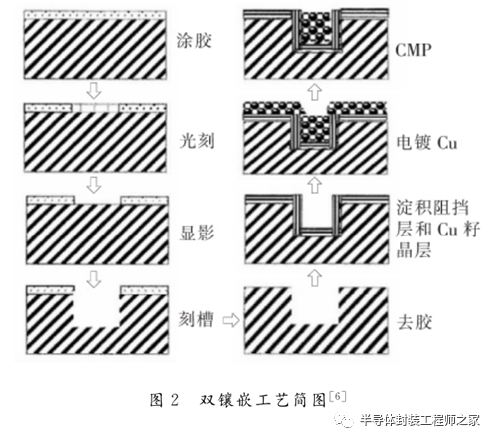
铜互连工艺发展采用了全新的布线工艺,目前应用最普遍的为最早在1997年9月由IBM提出的镶嵌工艺。镶嵌工艺采用“从上而下”的处理方法,该方法首先需要在硅或二氧化硅介质上运用光刻等刻蚀法刻蚀好所需的沟槽,然后在其上生长扩散阻挡层,并进行铜原子填充,将铜填充满沟槽制备形成互连线,最后还要通过化学机械抛光(CMP)法将沟槽外多余的铜原子和扩散阻挡层去掉,并进行整体器件的平坦化,如图2所示。镶嵌工艺采用对介电材料的腐蚀来代替对金属的腐蚀,互连线的形状主要由刻蚀的沟槽形状决定。镶嵌工艺分为单镶嵌和双镶嵌。它们的区别就在于孔洞和金属互连线是否是同时制备的,同时制备则为双镶嵌工艺。因为用简单的介质层刻蚀代替金属刻蚀,铜双镶嵌工艺比铝互连线工艺制造工序更加简化,且具有更好的电流输运能力以及抗电迁移特性,显著降低了RC延迟问题,因而被广泛应用于铜互连线的制备。
双镶嵌工艺可以分成扩散阻挡层技术、铜淀积技术、化学机械抛光等关键工艺。因为铜原子极易扩散进入硅与二氧化硅之中,对互连线的电学性质造成损伤,因此,在将铜淀积到硅片基底之前需要预先淀积一层扩散阻挡层防止铜原子的扩散。扩散阻挡层的淀积通常使用化学气相沉积(CVD)、物理气相沉积(PVD)、电化学和溅射等方法,其中最常用的淀积方法为电化学方法。
扩散阻挡层需要选择低介电常数的材料,其具有良好的抗扩散性质,与铜有着良好的附着性。淀积阻挡层时,因为淀积时的非选择性,造成凹槽之外也存在淀积的阻挡层材料,这些残留的材料可能会影响到互连线的电学性质,因此还需要考虑凹槽外阻挡层材料的去除问题,最佳的方法为在最后一步CMP抛光时一同去除这些残留材料,因此在阻挡层材料选择上还要考虑到易被CMP去除。通常采用Ti,Ta和W以及它们的氮化物TiN,WN和TaN等,还有一些化合物材料如SiCN等都可以对铜起到阻挡作用,同时还具有很好的热稳定性。H.Shimizu等人运用CVD法淀积的钨化钴合金薄膜也是很好的阻挡层材料,M.H.Ding等人通过在TaN阻挡层中插入锆层更好地改善了扩散阻挡层的性能。H.S.Sim等人运用原子层沉积法(ALD)在硅基底上淀积了一层WN,实验显示在700℃的退火过程中,WN阻挡层有效地阻止了铜原子扩散。
铜淀积技术通常采用CVD、PVD、溅射和电镀等方法,其中电镀法的淀积效果最好,是现在铜淀积技术的主流技术。
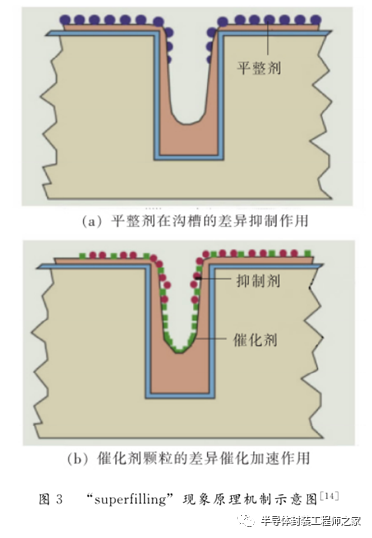
采用电镀法淀积时铜原子的淀积速率底部要比顶部快,淀积过程中铜原子自下往上可以紧实地填满沟槽,实现无空洞淀积,这种现象被称为“su-perfilling”现象,研究表明这种现象是电镀法的特有现象。其他方法进行铜原子淀积时都不存在此种现象,或多或少都会存在空洞,影响互连线的电学效应。经过大量分析研究,多种模型被提出解释“superfilling”现象的形成机制,其观点主要分为两类:一种是沟槽不同位置上吸附的平整剂等分子的抑制作用;另一种则是催化剂分子分布不同所带来的促进作用,两种原理模型如图3所示,不同的模型主要取决于电镀液的成分配比。电镀液对于电镀的结果至关重要,在铜电镀液中加入一些添加剂可以更好地增强电镀效果与镀面平整率,通常会在电镀液中添加几种添加剂用于促进铜淀积过程中的“superfilling”现象,一般的电镀液组成包括微量的氯根离子、作为抑制剂添加剂的聚醚类如聚乙二醇和聚丙二醇、作为促进剂或增亮剂的含硫的有机分子,在多数情况下还会加入用于平整镀面的芳香族氮根分子或聚合物。
在双镶嵌工艺中运用CMP法可以去除掉前面几步工艺中残留在器件上的多余的铜以及阻挡层材料,使得铜只存留在沟槽之中,同时实现器件表面全局的平坦化,从而极大地改善互连线的电学性能。
CMP的效果与许多因素有关,可以用著名的Preston方程对其进行描述,即

式中:v为抛光速率;ΔH为表面厚度变化;Δt为抛光时间;p为抛光时的压力;V为抛光线速率;KP为Preston常数,是与抛光液的化学成分、抛光对象的外貌结构和抛光垫等实验耗材的特性以及抛光温度等影响因素有关的量。
其中,CMP有着多种抛光方案,如T.M.Pan等人采用的多种螯合剂清洗法,现在典型的铜互连线的CMP主要通过对器件表面进行反复的钝化-磨除过程实现。一般的CMP抛光液主要由活性剂、氧化剂、稳定剂和纳米分子磨料组成,CMP抛光液与互连线表面接触后,发生腐蚀、钝化等化学反应形成一层钝化膜,再通过纳米磨料与抛光垫的作用磨除突起处的部分,磨除之后暴露出的铜继续反应重复钝化-磨除过程,直到实现器件表面的平坦化。
铜无法像铝一样可以在空气中形成一层氧化膜来防止进一步氧化,所以需要淀积一层保护层,常用的是CMP后在铜表面淀积一层SiN或SiC。E.G.Colgan运用CVD法淀积了一层W也有效地保护了铜互连线,防止其被氧化。
2.2 铜互连的缺陷
经过多年的发展,铜互连工艺已经是现在集成电路互连领域的主流工艺,并日益成熟完善,但铜互连仍然存在许多缺陷,随着集成电路特征尺寸的进一步减小以及对互连线电流承载密度要求的大大增加,RC延迟问题日益突出,尤其是集成电路技术进入32 nm这一节点后,双镶嵌铜线布线技术也面临着传统的蚀刻铝线互连所面临的问题,互连线的最大有效电流承载密度已远远无法满足需求,电迁移现象也愈发凸显,N.L.Michael等人的研究表明特别当铜互连线宽进入纳米级之后,其电迁移效应显著增加,线宽成为了电迁移效应的主要影响因素,其次则是互连线预先存在的缺陷以及晶界原因。以上这些问题严重影响了铜互连线的稳定性,阻碍了集成电路的进一步发展。
3 碳纳米管互连
继铜之后碳纳米管作为一个有力的大规模互连电路候选材料进入了人们的视野,碳纳米管可以看作是由石墨卷曲而形成的封闭管状结构,根据石墨层数的不同可分为单壁碳纳米管和多壁碳纳米管。碳纳米管有着独特的一维管状结构、远优于其他金属材料的电学特性、热学性质和力学性质,因此自1991年碳纳米管被S.Iijima发现以来便一直是人们研究的重点。
3.1 碳纳米管的性质及其优点
碳纳米管有着一系列独一无二的性能,首先碳纳米管在电流运输方面有着很好的载流能力并且十分稳定,B.Q.Wei等人的研究表明即使在250℃的温度下施加大于109A/cm2的高电流密度长达两周时间也没有观察到碳纳米管结构的失效以及电阻率的明显改变,这主要是因为碳纳米管是由强度与方向性都远优于金属键的C—C共价键连接构成。碳纳米管100 nm以上的平均自由程远大于铜的40 nm,还有着弹道电子输运的优点,sp2的成键结构也使得碳纳米管较金属材料有着更优异的抗电迁移特性。同时碳纳米管有着远高于金属材料的热导率,铝的热导率约为237 W/(m·K),铜的热导率约为401 W/(m·K),而碳纳米管则在1000W/(m·K)以上,这也使得碳纳米管制备的电子器件在散热方面表现更加突出,有效地解决了因电路大规模集成而日益突出的芯片散热问题。
3.2 碳纳米管互连技术
传统的金属互连线采用“自上而下”的方法,运用光刻、沉积和刻蚀等技术,而碳纳米管互连线采用“自下而上”的制备方式,“自下而上”的特点使得碳纳米管互连不存在填充接触孔的空洞问题,碳纳米管互连技术的关键在于将碳纳米管与电极进行精确的定位组装,同时使碳纳米管与电极形成牢固可靠的低电阻接触。
3.2.1 碳纳米管的定位组装
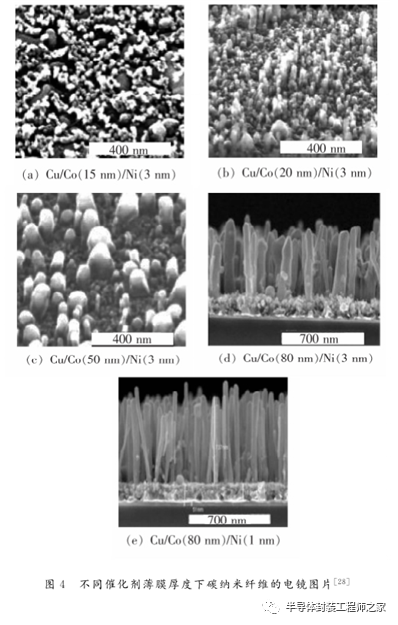
碳纳米管与电极之间的定位组装可以是直接在金属电极上进行碳纳米管生长,也可以将碳纳米管先制备好再组装到电极上。生长碳纳米管通常采用的方法有CVD法、激光沉积法或电弧等离子体蒸发法,但是在实际的电子器件制备过程中考虑到温度因素以及在实际应用中需要在电极芯片特定的位置进行催化生长,所以只有CVD法最为适用,CVD法需要引入催化剂,其中最常采用的催化剂包括Fe,Co和Ni,具体流程为预先在电极上制备所需的催化剂图形,然后进行化学气相沉积,但是直接在电极特定位置上生长碳纳米管的方法对于催化剂的控制有着十分严格的要求,研究表明催化剂颗粒的大小关系到生长出的碳纳米管直径,同时催化剂的控制也与碳纳米管的生长密度以及碳纳米管质量密切相关,图4所示为使用Ni与Co作为催化剂生长碳纳米纤维,改变催化剂薄膜厚度对碳纳米纤维生长的影响,图4(a),(b)和(c)为碳纳米纤维在300 W功率下生长1h后的电镜图片,图4(d)和(e)为碳纳米纤维在490 W功率下生长2 h后的电镜图片。结果表明催化剂薄膜厚度对碳纳米纤维生长情况影响明显,而且通过CVD法制备的碳纳米管生长方向虽然因为范德华力的影响表面看似竖直排列,但实际上相当杂乱,因此此方法有着很大的缺陷。使用等离子增强化学气相沉积法(PECVD)较CVD法所生长出的碳纳米管效果更好,PECVD所存在的强电场使得碳纳米管的生长方向垂直对齐排列,同时运用PECVD法还可以降低生长碳纳米管时所需的温度。
将制备处理好的碳纳米管组装到电极上避免了直接在电极上生长碳纳米管所带来的催化剂污染等问题,目前使用最广泛的组装方法为电泳法以及双向电泳法。
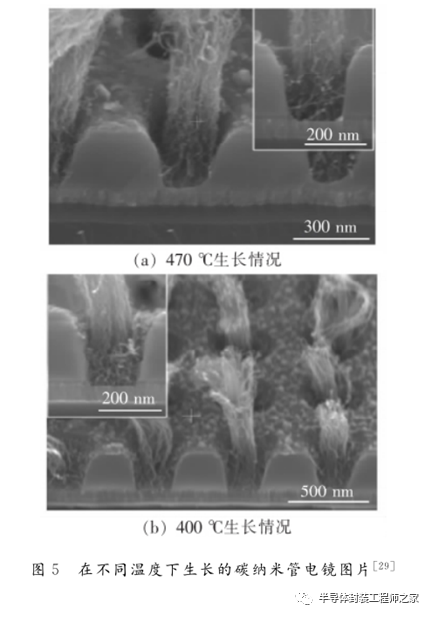
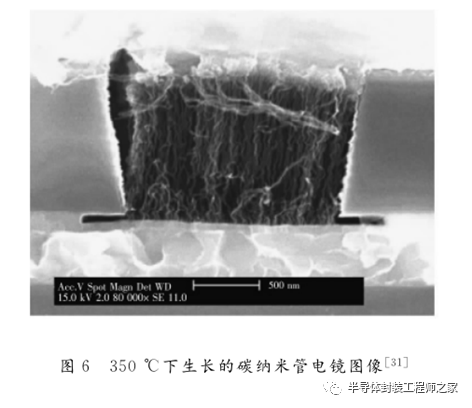
在碳纳米管电子器件的制备过程中,温度对碳纳米管的生长情况具有显著影响,不同温度下生长的碳纳米管会有明显不同,图5所示为在400和470℃生长碳纳米管的电镜图片,同时为了满足器件在大规模集成电路方面的应用,还需要考虑到在CMOS工艺相兼容的温度范围内生长出高质量的碳纳米管,即碳纳米管的低温制备(<400℃)。因此碳纳米管器件的低温制备也是制备过程中的重点,经过大量实验研究,现在已经可以实现400℃左右的碳纳米管生长,满足与传统介质材料的集成要求,其中S.Vollebregt等人实现了在350℃时的碳纳米管垂直互连组装,如图6所示。
3.2.2 碳纳米管与电极接触的可靠性
在实际的生产应用中,碳纳米管需要与金属结构连接,然而简单的连接并不能使碳纳米管与金属电极之间形成有效、坚固的连接,这会造成电子器件机械性能的降低以及碳纳米管与电极之间的高电阻率,严重影响了碳纳米管互连的应用发展。因此,需要采取一些焊接方式使碳纳米管与电极之间形成牢固的、高机械性能的和低电阻率的接触,为此研究人员提出了大量的方法。
G.de Marzi等人使用聚焦离子束(FIB)对碳纳米管进行处理,很好地改善了器件的电学性能,但聚焦离子束十分容易对碳纳米管造成损伤,因此很难运用于实际生产。在完成碳纳米管的定位组装后,通过在碳纳米管上沉积一层金属薄膜也可以提高碳纳米管与电极之间的可靠性,有效降低碳纳米管与电极之间的接触电阻,C.P.R.Dockendorf等人使用金纳米墨水沉积在器件表面,金纳米颗粒增强了电极与碳纳米管之间的连接性能,得到了更好的电学接触性能。
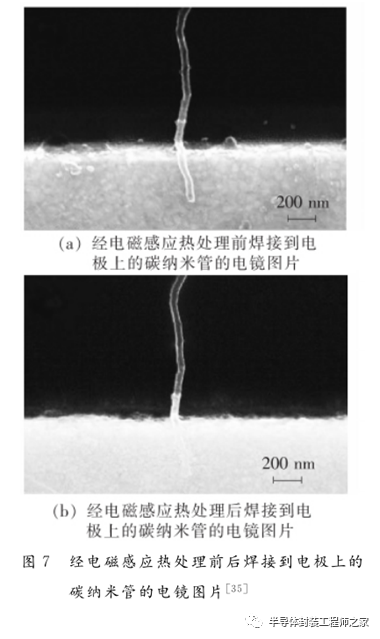
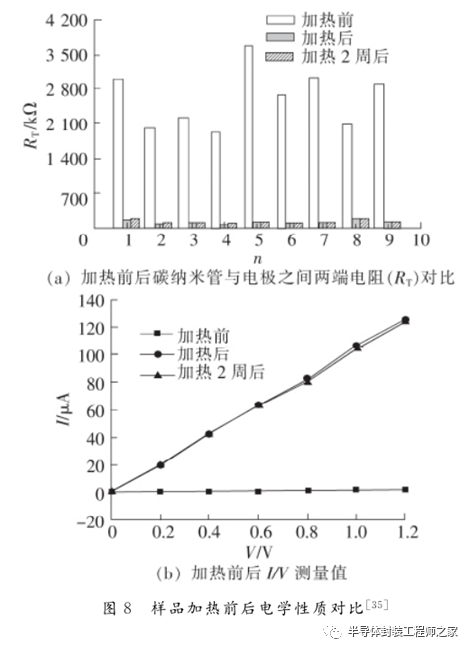
M.X.Chen等人使用高频电磁感应加热的方法,利用高频电磁感应产生的热能熔融电极表面金属层浸润碳纳米管,使金属电极与碳纳米管充分接触形成更可靠的机械接触,同时减少了约90%的接触电阻,且此减少过程不可逆转,经电磁感应热处理前后焊接到电极上的碳纳米管的电镜图片和加热前后对比分别如图7和图8所示。图8中n为样品编号。此方法有着可选择性区域处理及非接触的优点,可以应用于大规模的生产制备。D.Yokoyama等人的研究表明使用CMP法以及退火处理可以有效降低碳纳米管的电阻率。
局部焦耳热也可以有效地减少碳纳米管与接触电极之间的接触电阻。研究表明这主要是由于电流的焦耳热效应解除了碳纳米管与电极之间接触面的吸附物如水和氧分子。
研究表明局部退火的方法对降低接触电阻同样十分有效。通过退火处理,淀积物会产生再结晶或异常晶粒生长过程,可以有效地去除残留应力、改善器件电阻率,且此方法便于实际应用中的大规模生产,具有很高的应用价值。
Y.F.Zhang等人使用超声纳米焊接方法利用次兆声波微幅振动对金属电极上的碳纳米管施压,碳纳米管在次兆声波的作用下被焊接到电极上,形成牢固的机械键,并有效降低了器件电阻率。
3.3 碳纳米管互连面对的挑战
碳纳米管与电极之间的定位组装和可靠接触是碳纳米管互连的关键,其中主要的难点还是在于保证电极上碳纳米管的高密度、高质量以及与电极之间有着低电阻率并形成可靠的机械接触。虽然提出了大量的方法,但这些方法还都有着或多或少的缺陷,开发出碳纳米管与电极之间高效的装配方法和可靠的焊接技术仍然是碳纳米管互连面对的重要挑战。
4 结语
铜在互连方面表现出的优异性质使其取代铝成为现在主流集成电路互连材料,但随着集成电路的不断发展、特征尺寸的不断减小,铜互连引线技术渐渐无法满足人们的需求,而碳纳米管互连技术作为一种新兴技术有望取代铜互连成为新一代的集成电路互连技术,碳纳米管虽然在各方面具有优异的性能,但是现在碳纳米管互连技术还不够成熟,仍然难以大规模地制备出可靠的碳纳米管电子器件,继续研究改进碳纳米管装配方法以及焊接技术将是现在碳纳米管互连技术研究的重点方向。
 0
0









