
共读好书
闫文勃 王玉珩 李成龙
(山西科泰航天防务技术股份有限公司)
摘要:
通过采用单因素试验方法,研究了金丝球焊键合过程中超声功率、超声时间、超声压力和加热台温度对于键合强度的影响,分析了各个参数对金丝键合强度的影响规律,给出了手动球焊控制参数的参考范围。通过采用正交试验,验证产品键合工艺参数,优化了键合参数组合,并进行了试验验证,对金丝键合工艺具有一定的指导意义。
金丝球焊工艺是目前元器件封装过程中的主要键合工艺之一,其基本过程是通过加热台对工件加热到一定的温度,将金丝在打火杆的瞬间高电压作用下产生大电流,使金丝端头部熔化,并在尾部形成金球,随后超声波换能器通过劈刀对金球施加相应的键合压力、超声功率、超声作用时间等控制条件,从而实现金丝连接各元件的方法。目前有90%左右的电子器件采用球焊工艺,球焊工艺是针对直流、数字电路键合的首选工艺[1]。金丝球焊连接点质量的优劣与各元件材料介质类型、表面处理情况等材料本身状态有关系,而键合过程中的工艺参数如键合压力、超声功率、热台温度和超声时间等参数的匹配情况,对键合点质量起着重要的影响作用。本文是通过单因素试验方法分析球焊工艺各主要控制因素对于键合强度拉力测试值的影响,并结合具体产品,通过采用正交试验方法,对该产品金丝球焊工艺开展参数验证和优化试验研究,以提高产品金丝球焊破坏性键合强度拉力试验水平。
1试验设备与方法
1.1试验设备
试验设备采用WEST BOND 7700D深腔球焊机和MFM1200推拉力测试仪,分别如图1和图2所示。
1.2试验方法
试验采用与某型产品相同技术状态的材料,选取金丝球焊工艺主要参数:超声功率、时间、压力和温度作为研究试验的控制对象,通过改变单因素变量的方法进行研究试验。根据标准GJB 548C—2021《微电子器件试验方法和程序》中方法2011.1键合强度(破环性键合拉力试验)25μm的金丝拉力测试方法进行测试,分析不同因素对于键合强度的影响规律。
设计正交试验,通过对各组参数破坏性键合强度拉力测试进行对比分析,验证产品金丝球焊工艺参数窗口的合理性,并确定较优的工艺参数组合。
2单因素试验
2.1超声功率对破坏性键合拉力测试值的影响
试验时保持超声时间30ms、键合压力40gf、热台温度150℃不变,超声功率步进值由100增加至999,对破坏性键合拉力测试值进行单因素变量研究。每组参数取5根金丝测试破坏性键合拉力值的均值,所得见表1,对应的折线图如图3所示。
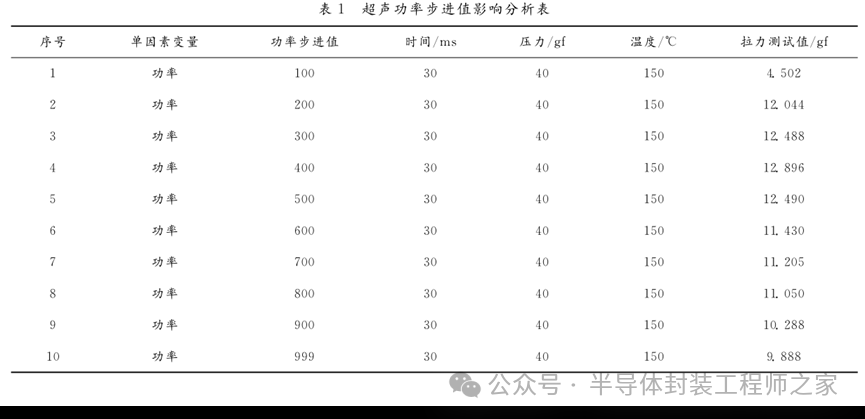
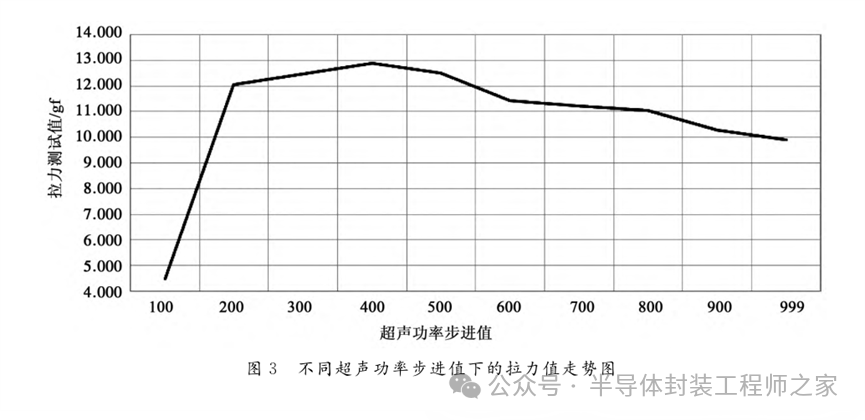
通过上述试验过程及数据分析可知:当超声功率步进值小于200时,会出现键合不良或键合点脱键的情况;当超声功率参数设置在200~500步进值范围内,键合强度拉力测试值均大于12gf,观察所形成的键合点形貌规则;当超声功率参数进一步增加时,键合强度拉力测试值有减小的趋势,键合点根部受损迹象逐渐变大。
2.2超声时间对破坏性键合拉力测试值的影响
试验时保持超声功率步进值300、键合压力40gf、热台温度150℃不变,超声时间由10ms增加至300ms,对破坏性键合拉力测试值进行单因素变量研究。每组参数取5根金丝测试破坏性键合拉力值的均值,所得见表2,对应的折线图如图4所示。
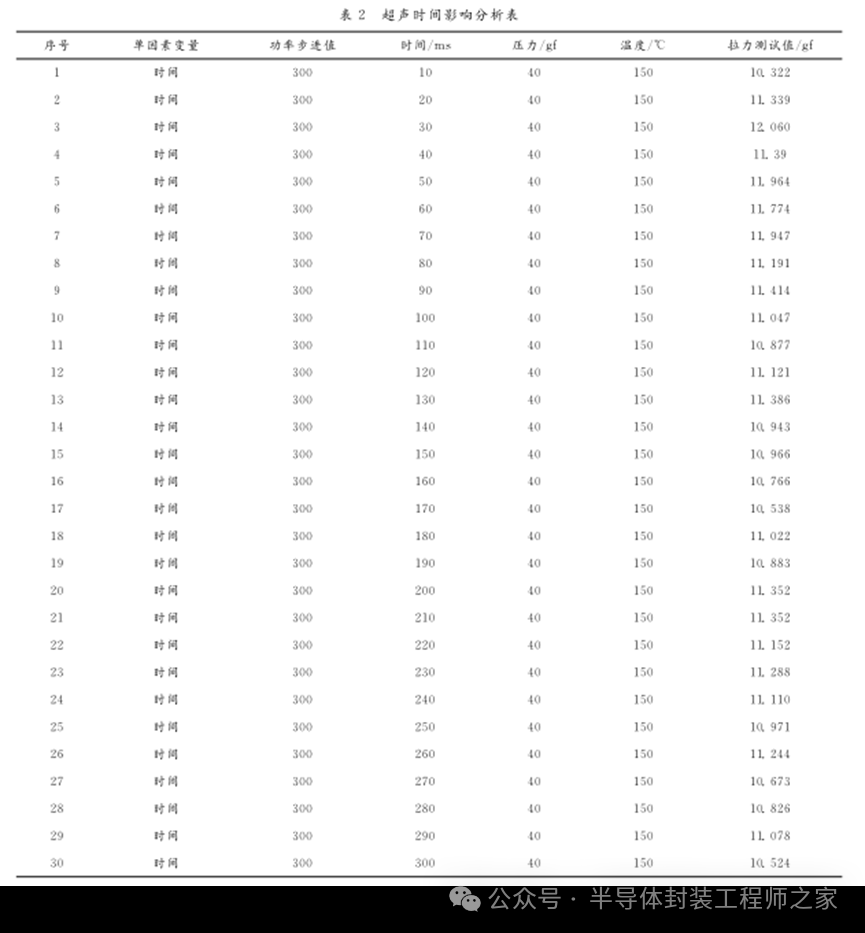
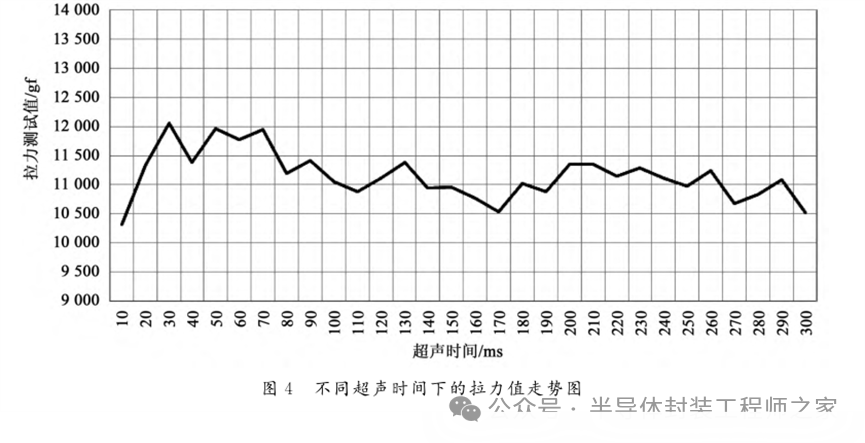
通过上述试验过程及数据分析可知:在超声时间参数设置小于10ms的情况下,会出现不能键合或键合点容易脱键的现象;当超声时间参数设置在30~70ms范围内时,键合强度拉力测试值相对稳定,观察键合点形貌规则;当超声时间进一步增大时,拉力测试值有减小的趋势,而且试验过程中发现随着超声时间的增加,对于手动型球焊设备和操作员之间的指令与动作的协调性,以及操作者手部动作稳定性要求更高,两者之间的匹配度直接影响球焊键合点的形状和拉力测试结果。
2.3键合压力对破坏性键合拉力测试值的影响
试验时保持超声功率步进值300、超声时间30ms、热台温度150℃不变,键合压力由10gf增加至65gf,对破坏性键合拉力测试值进行单因素变量研究。每组参数取5根金丝测试破坏性键合拉力值的均值,所得见表3,对应的折线图如图5所示。
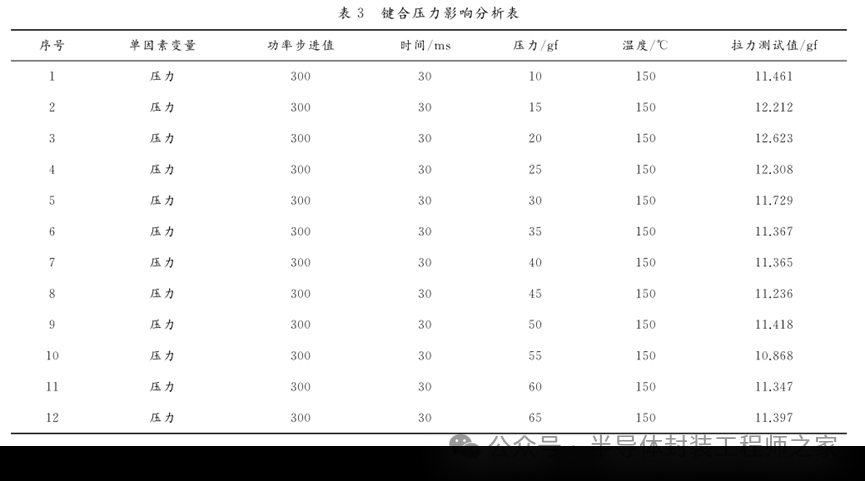
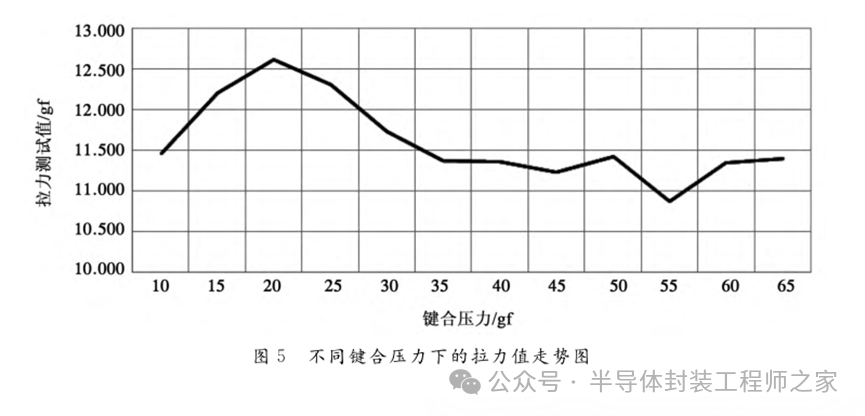
通过上述试验过程及数据分析可知:当键合压力小于10gf时,会出现键合不上或键合点容易出现脱键的情况;当键合压力在20~40gf范围内时,键合点形貌和拉力测试值均满足要求;当键合压力进一步增大时,拉力测试值有减小的趋势,且键合点变形较大,有根部受损迹象逐步增大的现象。
2.4热台温度对破坏性键合拉力测试值的影响
试验时保持超声功率步进值300、超声时间30ms、键合压力40gf不变,热台温度由常温20℃增加至150℃,对破坏性键合拉力测试值进行单因素变量研究。每组参数取5根金丝测试破坏性键合拉力值的均值,所得见表4,对应的折线图如图6所示。
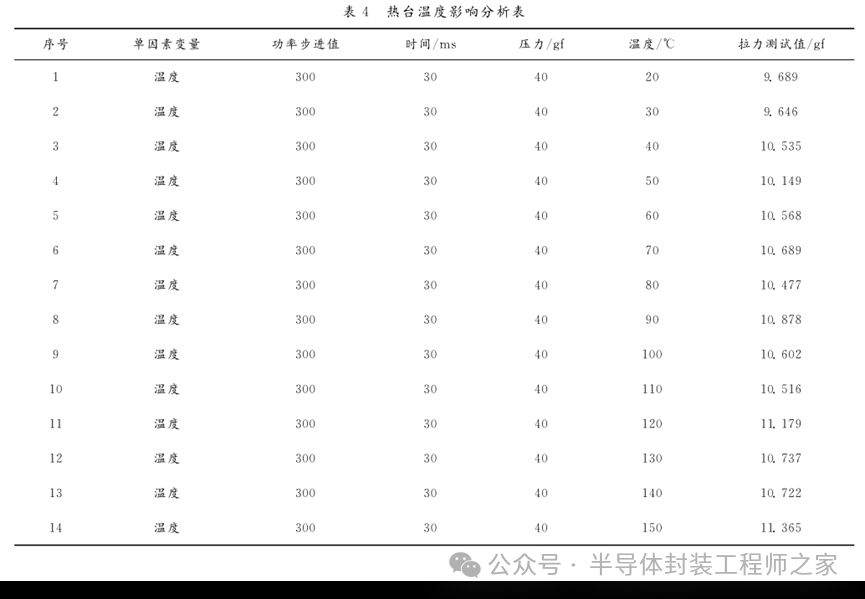
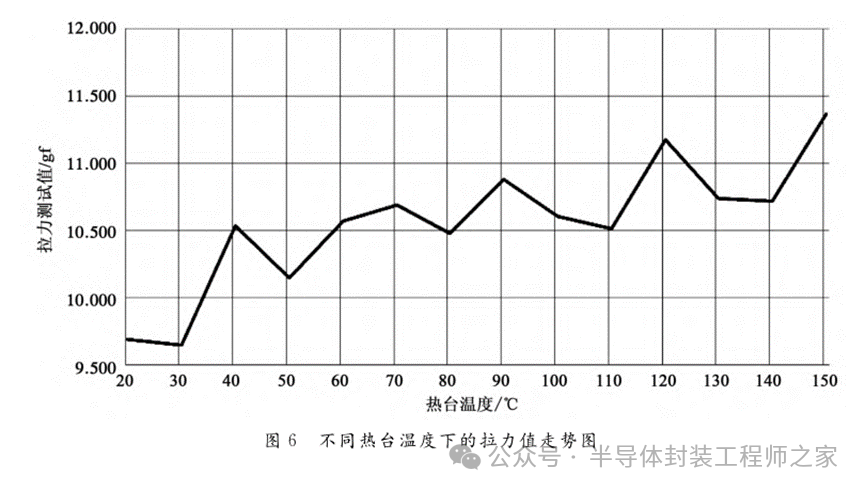
通过上述试验过程及数据分析可知:当热台温度小于80℃时,破坏性键合拉力值相对较小,热台温度越高拉力测试值越大,服从材料温度越高越利于材料分子间扩散结合的一般规律。在实际生产中,应视所采用基板材料的Tg玻璃化温度等综合情况而定。
3正交试验
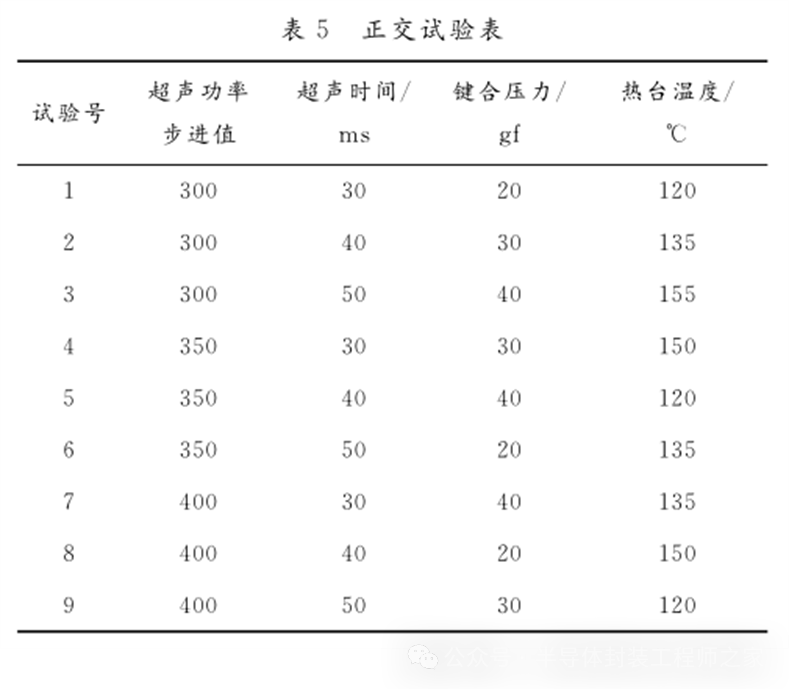
试验选取超声功率、超声时间、键合压力和热台温度4个因素,每个因素在被验证产品规定的工艺参数要求范围内选取3个参数。因素A为超声功率,设置参数选择为A1=300、A2=350、A3=400;因素B为超声时间,参数设置选择为B1=30ms、B2=40ms、B3=50ms;因素C为键合压力,参数设置选择为C1=20gf、C2=30gf、C3=40gf;因素D为热台温度,参数设置选择为D1=120℃、D2=135℃、D3=150℃。
3.1选择正交表
本试验设计3种参数的4种因素试验,采用L9(34)正交表,试验过程需进行9次试验(见表5)。
3.2试验数据收集
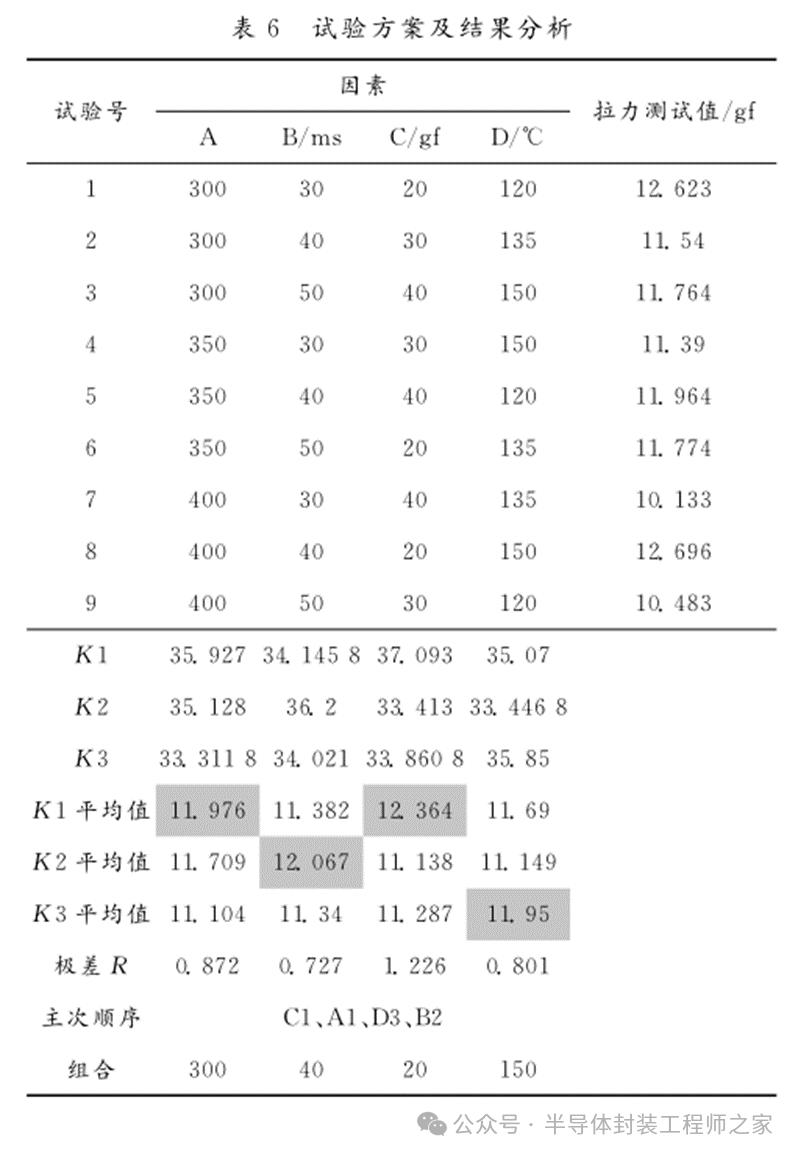
试验样本采用与该产品技术状态相同的材料、操作人员和设备完成金丝键合过程,然后按照标准GJB 548C—2021《微电子器件试验方法和程序》中方法2011.1键合强度(破环性键合拉力试验)25μm的金丝拉力测试方法进行测试,25μm金丝最小键合强度为3.0gf。每组试验参数取10次试验结果的平均值,对试验情况进行极差分析,计算结果见表6。
4工艺参数改进及验证
从表6试验数据分析可知,该产品金丝球焊工艺参数窗口内各组参数条件下,破坏性键合拉力试验测试值均满足标准要求的最小键合强度3.0gf的要求;因素C和因素A对破坏性键合拉力测试值结果影响较大,因素D次之,因素B的影响相对最小;在破坏性键合拉力值最优化方面,要取得拉力测试值最大的效果,其较优搭配的参数组合为C1、A1、D3、B2。
采用C1、A1、D3、B2参数组合,即超声压力为20gf、超声功率步进值为300、热台温度为150℃、超声时间为40ms的组合进行验证,测试100根金丝拉力测试值,均值可达12.836gf,且拉力测试值分布相对均匀,破坏性拉力测试过程中失效模式基本一致。
5结语
针对高性能环氧树脂板上25μm的手动金丝球焊,为分析不同因素对于键合强度的影响规律,设计正交试验,通过对比分析可以得出如下结论。
1)超声功率步进值小于200时,将出现键合不良或键合点容易脱键的现象;在200~400步进值范围内,键合强度较好;进一步增加超声功率步进值时,键合强度测试值有减小的趋势;当超声功率过大时,会出现键合点根部受损严重的现象。
2)在超声时间参数设置小于10ms的情况下,会出现键合不上或容易出现脱键的现象;在30~70ms范围内,键合强度拉力测试值相对稳定,键合点形貌规则;当超声时间参数进一步增大时,键合强度拉力测试值变化趋于平缓状态,但采用手动型设备时,随着超声时间的延长,对球焊设备和操作员的协调配合性及动作稳定性要求更高,更容易增加人为不稳定因素的影响。
3)在键合压力参数设置小于10gf的情况下,会出现键合不上或容易出现脱键的现象;键合压力设置在20~40gf范围内,键合强度拉力测试值相对稳定,键合点形貌规则;当键合压力参数进一步加大时,键合强度拉力测试值有减小的趋势,且球焊点变形逐步增大,根部受损迹象呈增长的趋势。
4)当热台温度小于80℃时,破坏性键合拉力值相对较小,热台温度越高拉力测试值越大,服从材料温度越高越利于材料分子间扩散结合的一般规律。在实际生产中,应视所采用基板材料的Tg玻璃化温度等综合情况而定。
5)通过正交试验分析得出,产品金丝球焊的优选参数组合(超声压力为20gf、超声功率步进值为300、热台温度为150℃、超声时间为40ms),其键合点形貌好,破坏性键合强度拉力测试值大且相对稳定,满足产品研制生产要求。
6)采用手动型键合设备,键合过程会受到一定的人为因素影响,操作人员的技能状态、疲劳程度等波动情况都会直接影响到最终的键合点质量,在产品研制生产工作中需要根据情况,综合分析各种因素,如原材料、劈刀及前道工序工艺状态等都会对键合质量造成影响[2]。因此,应采用科学的试验和过程控制方法,选取相对优化的工艺参数组合,从而提高金丝球焊工艺键合点的可靠性和一致性。
 0
0







