
热滑移方法
热滑移拆键合(Thermal Sliding De-bonding):在完成背面工艺后,键合圆片被加热到键合胶的软化温度附近,在真空吸盘的作用下,器件圆片被缓慢地从载片上拉开,并被吸盘固定,直到转移到保护胶带上。最后,器件圆片和载片通过特定的清洗剂清洗掉残留的临时键合胶。热滑移拆键合工艺流程如图 1所示。
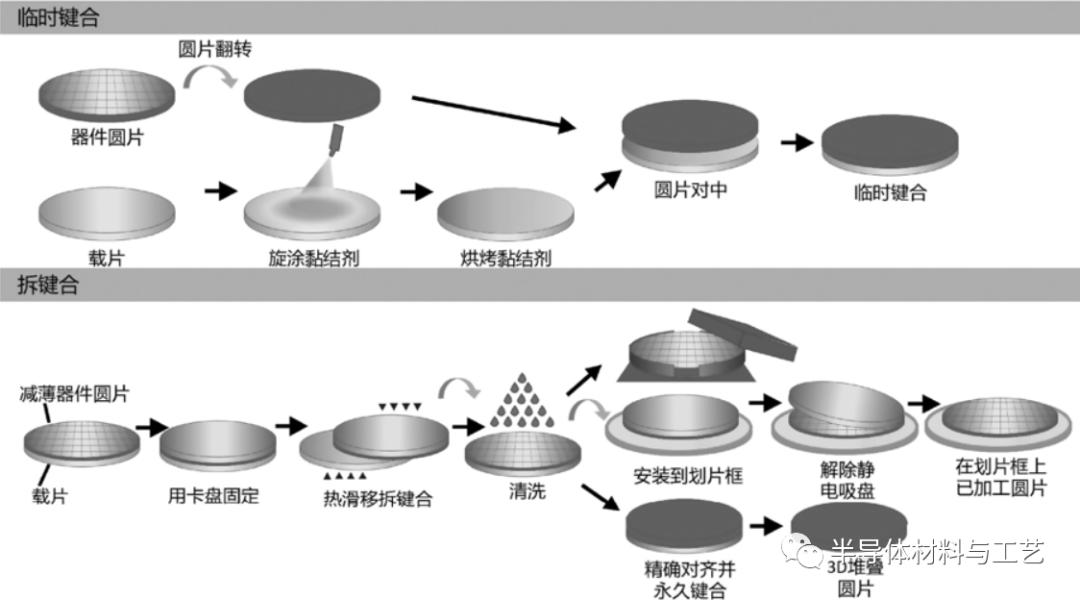
图1 热滑移拆键合工艺流程
紫外光剥离方法
紫外光剥离(UV Light De-bonding)方法:首先,一种液态的键合剂旋涂或者喷涂在器件圆片的表面,然后在玻璃载片表面覆盖一层光热转化材料,同时在器件圆片表面通过旋涂覆盖一层键合胶。在紫外光的作用下将器件圆片和载片键合在一起。由于玻璃是透光的,当完成背面工艺之后,可以透过玻璃对键合层进行激光处理。光电转换层会吸收特定波长的光,然后产生足够的热量使该层分解。这样,圆片就很容易和玻璃载片直接分离。圆片表面完成清洗后,不会留下任何残留。紫外光剥离工艺流程如图2所示。
该方法的典型代表是3M公司的圆片支撑系统,有了这个系统就可以用传统的背面磨削设备加工出最终厚度最小为20μm的圆片。3M系统的关键在于它能提供一个较坚硬的、完整的支撑表面,使得移除硅圆片时的应力降到最小,从而使裂纹和崩边发生的可能性降到最小。整个系统包括贴装和分离设备,从圆片上移除键合剂的设备及耗材[3M UV可固化液态键合剂LC-2201、玻璃载片(典型的可循环利用材料)及3M光热转化激光器]。
在3M系统中,玻璃载片在圆片背面磨削过程中用于支撑圆片。用一种液态可固化UV键合剂作为器件圆片和玻璃载片(支撑圆片)间的键合剂。在经过背面磨削后,减薄后的圆片转移到切割胶带上。引入LTHC层方法即利用激光使键合剂和玻璃层分离。之后键合剂便可从圆片上除去,残留物要比使用典型的背面磨削胶带少。这个系统也可以用于其他的半导体及其封装工艺中,只要器件圆片和玻璃支撑圆片之间的热不匹配度在许可的偏差范围内即可。
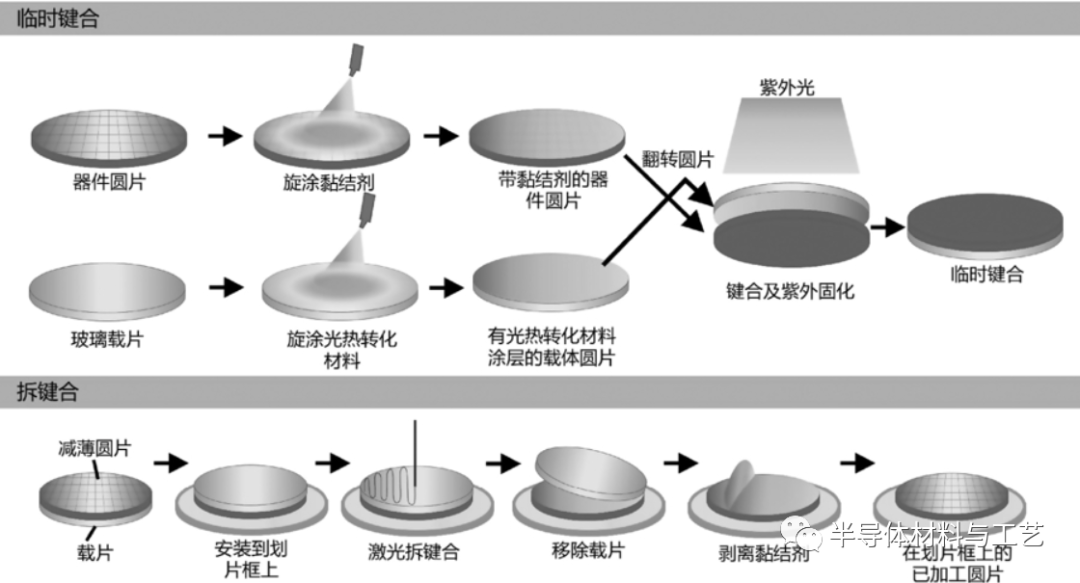
图2 紫外光剥离工艺流程
湿法溶解方法
湿法溶解方法:该方法的特别之处就在于必须准备多孔的载片。载片的多孔性,直接增大了键合胶与溶液的接触面积,加速键合胶的溶解,从而使得器件圆片与载片分离。湿法溶解工艺流程图如图3所示。该方法由于载片具有多孔结构,键合胶水容易污染设备,因此应用受到很大限制。
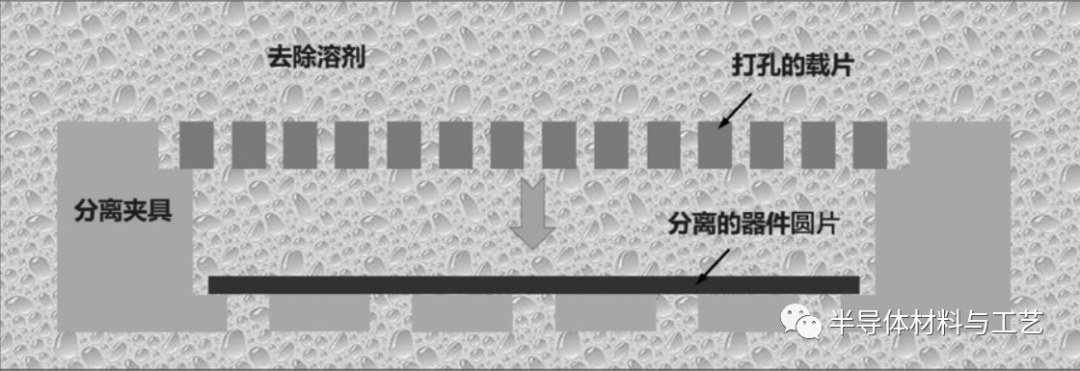
图3 湿法溶解工艺流程图
叠层胶体纵向分离方法
叠层胶体纵向分离方法:该方法中间的键合胶层包含两层键合剂。采用热压键合的方法与器件圆片键合在一起。该技术最特别之处就在于采用机械分离原理。在拉力(垂直于临时键合层)的作用下,器件圆片与载片可以很容易地分离。叠层胶体纵向分离工艺流程图如图 4所示。
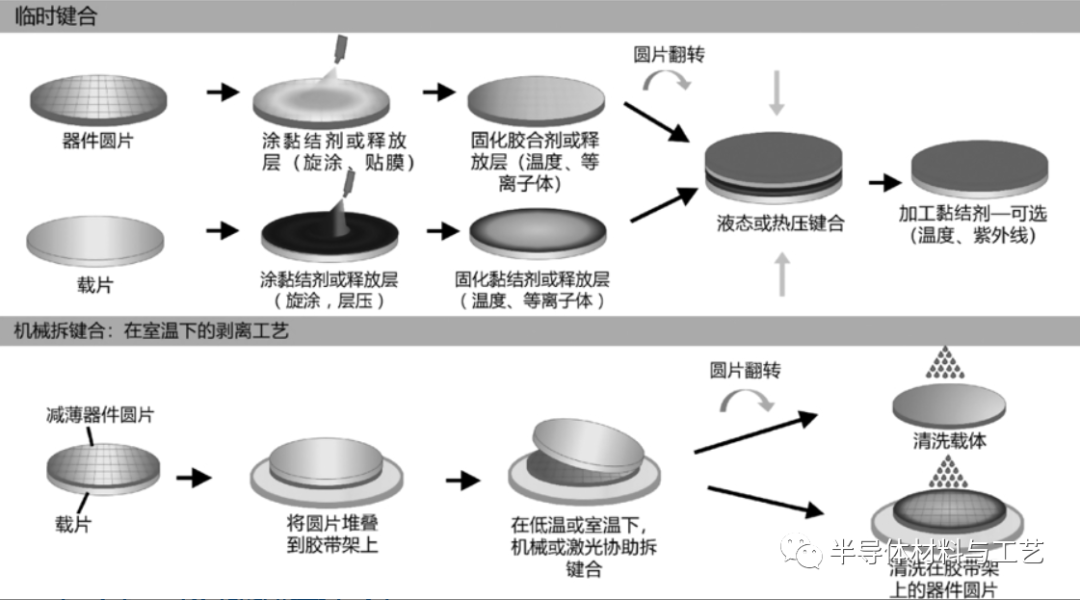
图4 叠层胶体纵向分离工艺流程图
区域键合方法
EVG和Brewer Science发明了一种将器件圆片直接黏到载体基板(支撑圆片)上的区域键合方法。该方法由美国布鲁尔科技首先设计推出,最显著的特点是特殊处理载片,具体结构剖析图如图5所示。从图中可以看出,特殊处理后的载片分为两个不同的区域:区域1(Zone1)和区域2(Zone2)。
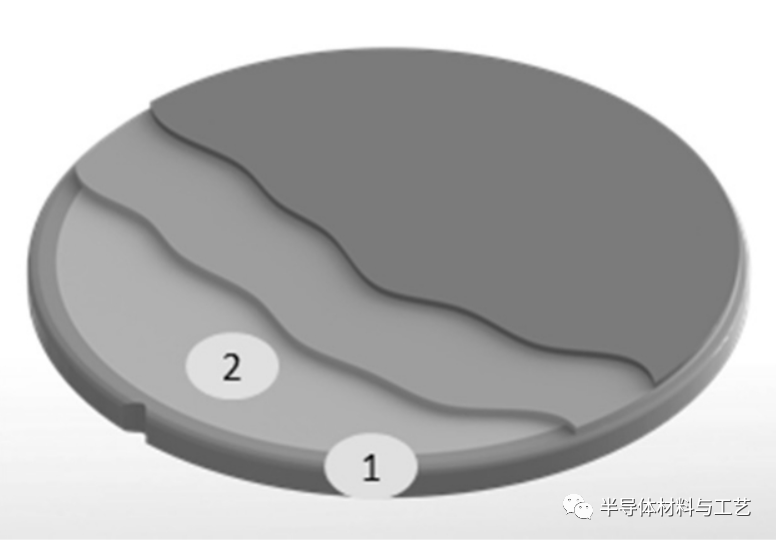
图5 区域键合结构剖析图
区域1主要是指载片边缘的狭长圆环区域。键合胶可以通过旋涂或者喷涂方式覆盖在器件圆片表面。在键合过程中,区域1因为没有覆盖任何材料,所以可以和临时键合胶产生非常强的结合力。而经过处理后的区域2因为含有一层反抗层,该材料与临时键合胶的结合力会比较弱,所以区域2的整体黏结力是很弱的,但也能保证载片和器件圆片紧密地黏结在一起。在拆键合的过程中,只需要对区域1的临时键合胶进行处理。由于区域2的黏结力本来就弱,因此在真空吸盘的垂直拉力作用下,可以保证在室温下完成拆键合,然后清洗掉残留在器件圆片和载片表面的临时键合胶就可以了。区域拆键合的工艺流程图如图 6所示。
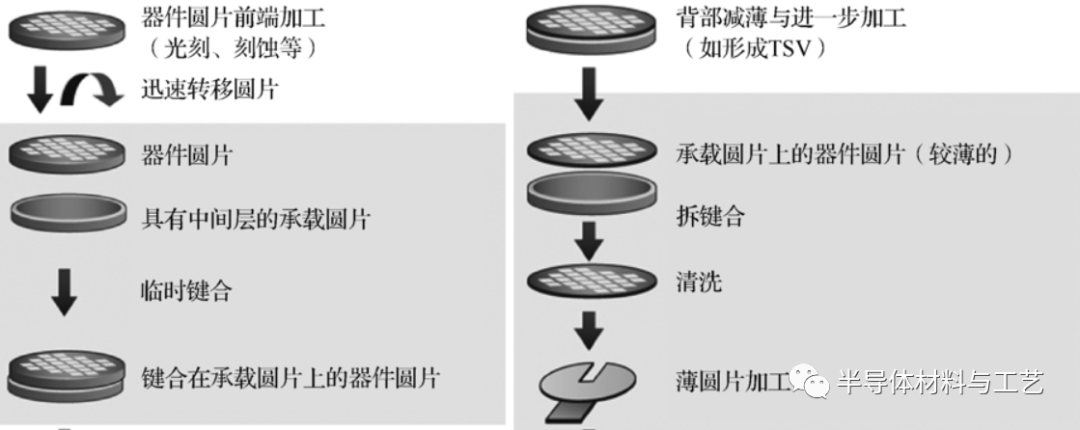
图6 区域拆键合的工艺流程图
激光拆键合方法
激光拆键合方法,其最显著的特点是利用激光使载片与器件圆片中间的部分胶层失效,从而实现两片圆片的常温分离,具体结构剖析图如图7所示。从图中可以看出,激光透过玻璃载片,对胶层中与玻璃接近的部分胶体进行分解,而绝大部分的临时键合胶体仍然保持静止的形态。该方法是目前唯一可以实现不在圆片表面施加任何外力,还能保证在室温环境下进行拆键合的方法,理论上讲,该方法可以实现圆片拆键合的零损失。
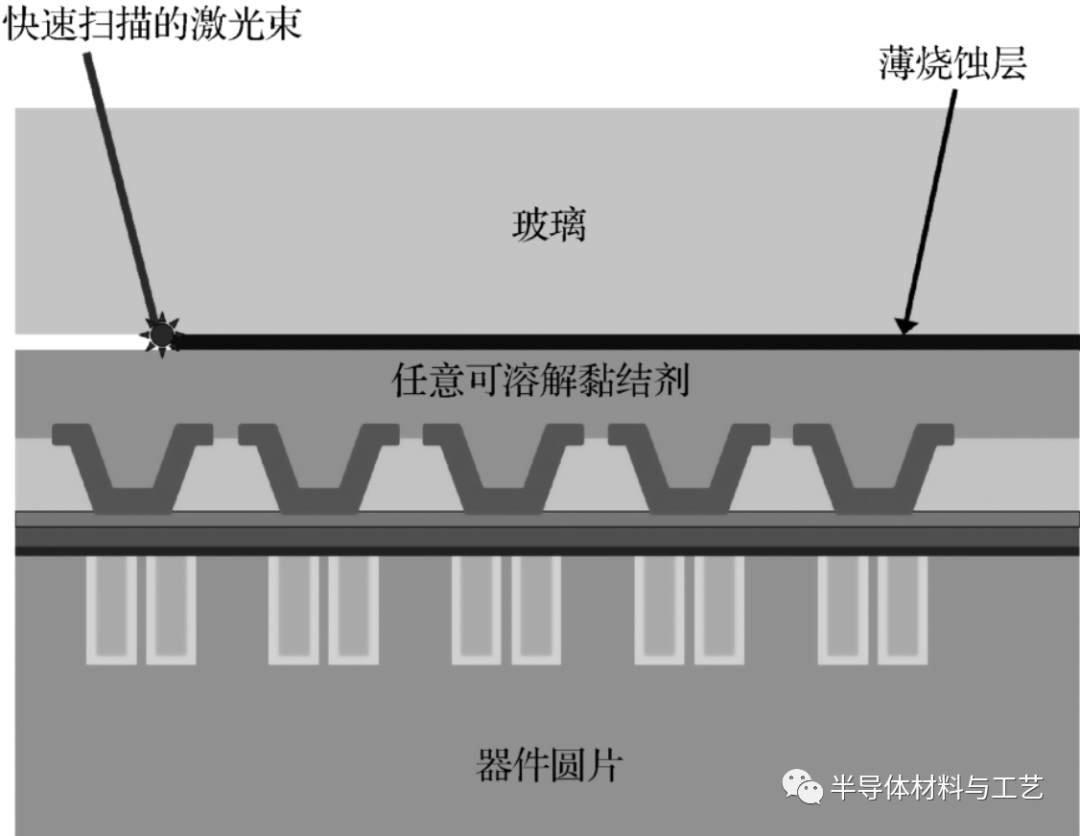
图7 激光拆键合结构剖析图
 0
0









